





Высокотемпературные огнезащищенные кабели
Если честно, каждый раз когда слышу про высокотемпературные огнезащищенные кабели, хочется разобрать два главных мифа – что они все одинаково держат +1000°C и что импортные всегда лучше местных. На деле в 80% аварий вижу перегрев изоляции при 400-500°C, хотя по паспорту должно быть 750°C. Вот с этим и работаем.
Что на самом деле скрывается за маркировкой
Взять хотя бы кабели с индексами НГ-FRLS – многие думают, это гарантия часа работы в огне. Но на том же металлургическом комбинате в Череповце при тестовой проверке кабель от известного европейского бренда начал дымиться через 12 минут. Оказалось, производитель заложил кремнийорганическую резину тоньше нормы, а армирование стеклонитью не компенсировало перепады давления.
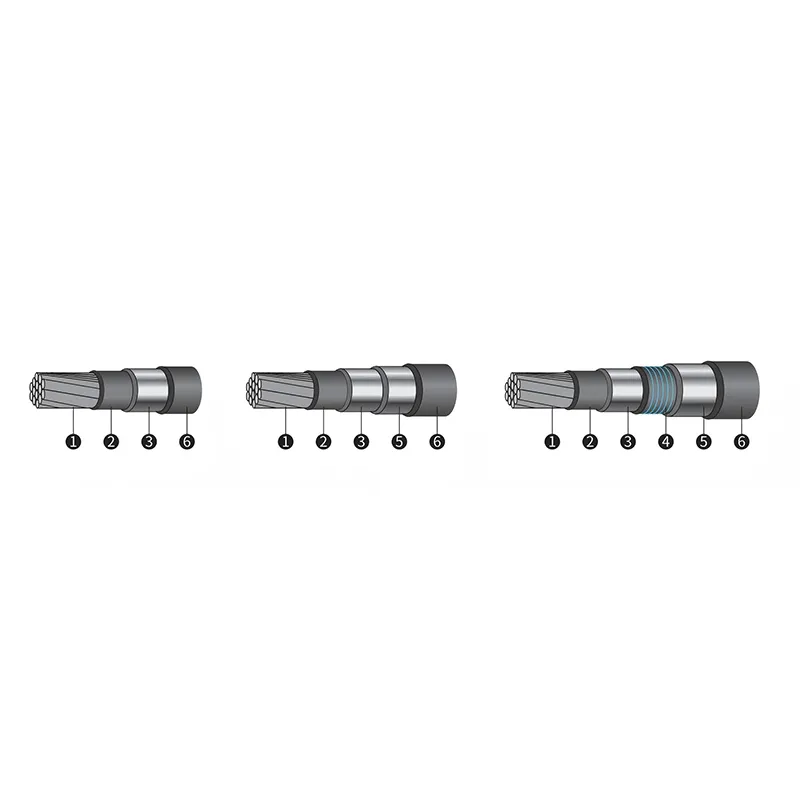
У нас в ООО 'Шэньси Цзиньхао Электромеханическая Технология' после этого случая начали делать упор на двойной слой слюдяной ленты – да, дороже, но при 850°C обугливание происходит равномерно, без резких прогаров. Кстати, на сайте jhjd.ru есть технические отчёты по этим испытаниям, там видно как отличается поведение изоляции при длительном нагреве.
Ещё нюанс – медные жилы в таких кабелях. Часто экономят на лужении, а потом удивляются окислению контактов в шахтных установках. Мы перешли на лужение с добавлением висмута, пусть на 3-4% дороже, но в тех же нефтяных вышках Приобского месторождения проблем с контактами нет уже третий год.
Где чаще всего ошибаются при монтаже
Самая грустная история – когда идеальный кабель убивают неправильной прокладкой. Видел на ТЭЦ-22 как высокотемпературные огнезащищенные кабели зажимали в стальные лотки без термокомпенсаторов. Результат – при первом же тепловом ударе алюминиевая оболочка потрескалась в местах жёсткой фиксации.
Теперь всегда советую смотреть не только на температурный класс, но и на коэффициент линейного расширения. Например, у наших кабелей серии КГВВНГ-ХЛ он не превышает 0,26 мм/м°C, что для трубных печей в химической промышленности критически важно.
И да, про гофру – нельзя просто запихнуть кабель в ПВХ-гофру и считать это защитой. При +600°C она плавится и создаёт дополнительные температурные мосты. Лучше использовать стальные трубы с асбестовой подмоткой, проверено на коксовых батареях.
Лабораторные испытания против реальных условий
По ГОСТу испытания проводят в идеальных условиях, но на практике всё иначе. Помню, для атомной станции тестировали кабель с огнестойкостью 180 минут – в лаборатории выдержал, а в реальном тоннеле под реактором начал терять свойства уже через 45 минут из-за вибрации + высокая влажность.
После этого случая в ООО 'Шэньси Цзиньхао' разработали протокол дополнительных испытаний с циклическим нагревом и вибронагрузкой. Сейчас все высокотемпературные огнезащищенные кабели проходят обкатку на стенде, имитирующем работу в турбинных залах – там и перепады давления, и капельная влага, и знакопеременные нагрузки.
Кстати, обнаружили интересный эффект – при длительном нагреве свыше 650°C медь в жилах начинает мигрировать через изоляцию если нет барьерного слоя. Пришлось добавить прослойку из керамизированного силикона, хотя изначально считали это избыточным.
Экономия которая дорого обходится
Часто заказчики требуют снизить цену, убирая 'ненужные' элементы – например, дренажные жилы в экране. А потом на Ленинградской АЭС при коротком замыкании экран перегрелся и спалил три смежных линии. Ремонт обошелся вдесятеро дороже сэкономленного.
У нас на производстве стараемся объяснять – в высокотемпературных огнезащищенных кабелях нет второстепенных элементов. Даже маркировка должна быть не краской, а лазерной гравировкой – видел как термостойкая краска пузырилась и забивала кабельные каналы.
Ещё про сечения – многие берут с запасом, считая что 'толще = надежнее'. Но при превышении допустимого радиуса изгиба в высокотемпературных условиях многослойная изоляция работает на разрыв. Для печей цементного производства вообще пришлось разрабатывать специальные плоские конфигурации.
Перспективы и тупиковые ветви развития
Сейчас все гонятся за нанотехнологиями в изоляции, но на практике те же углеродные нанотрубки в кремнийорганической матрице дают прирост всего на 40-50°C, а стоимость возрастает втрое. Для большинства производств хватает старых проверенных решений – тот же асбестовый шнур с медной оплёткой.
В ООО 'Шэньси Цзиньхао Электромеханическая Технология' последние два года экспериментировали с базальтоволоконной изоляцией – теплостойкость отличная, но при вибрации появляются микротрещины. Возможно, для стационарных установок подойдёт, но для подвижных механизмов пока не годится.
Зато неплохо показали себя гибридные решения – фторопластовая изоляция с армированием стеклонитью, особенно для химически агрессивных сред. На том же заводе минеральных удобрений в Березниках такие кабели работают уже пятый год без замены.
О чём молчат технические регламенты
Ни в одном ГОСТе не найдёшь требований к цветоустойчивости маркировки при высоких температурах. А между тем на ГРЭС из-за выцветшей маркировки при аварии отключили не тот контур – последствия известны. Теперь все наши кабели имеют слоёную маркировку с термостойким пигментом на основе оксида хрома.
Ещё момент – никто не учитывает тепловое расширение соединительных муфт. Видел как на Саяно-Шушенской ГЭС разошлась термоусадочная муфта из-за разницы коэффициентов расширения меди и полимера. Теперь рекомендуем только литые муфты с металлическим хвостовиком.
И да, про гарантии – большинство производителей дают 25 лет, но это при идеальных условиях. В реальности на металлургических предприятиях ресурс редко превышает 8-10 лет из-за постоянных термических циклов. Поэтому в договорах мы всегда прописываем реальные сроки замены с учётом конкретных условий эксплуатации.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
 Кабели с низким уровнем шума серии STYV & STFF
Кабели с низким уровнем шума серии STYV & STFF -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Кабель постоянного тока высокого напряжения
Кабель постоянного тока высокого напряжения -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Облегченный монтажный провод теплостойкой изоляции
Облегченный монтажный провод теплостойкой изоляции -
 Экранная оплетка
Экранная оплетка -
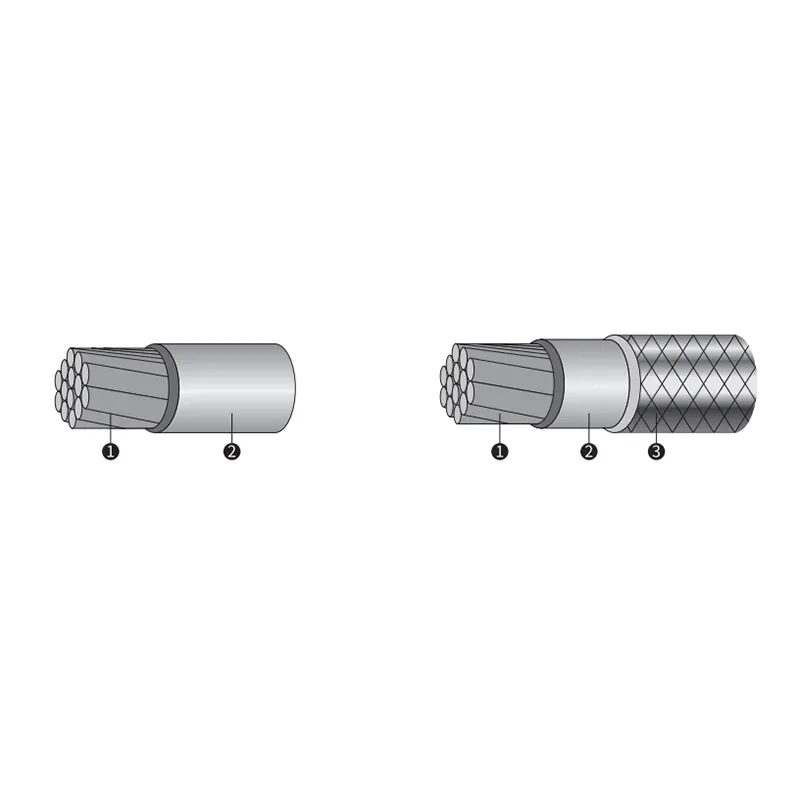
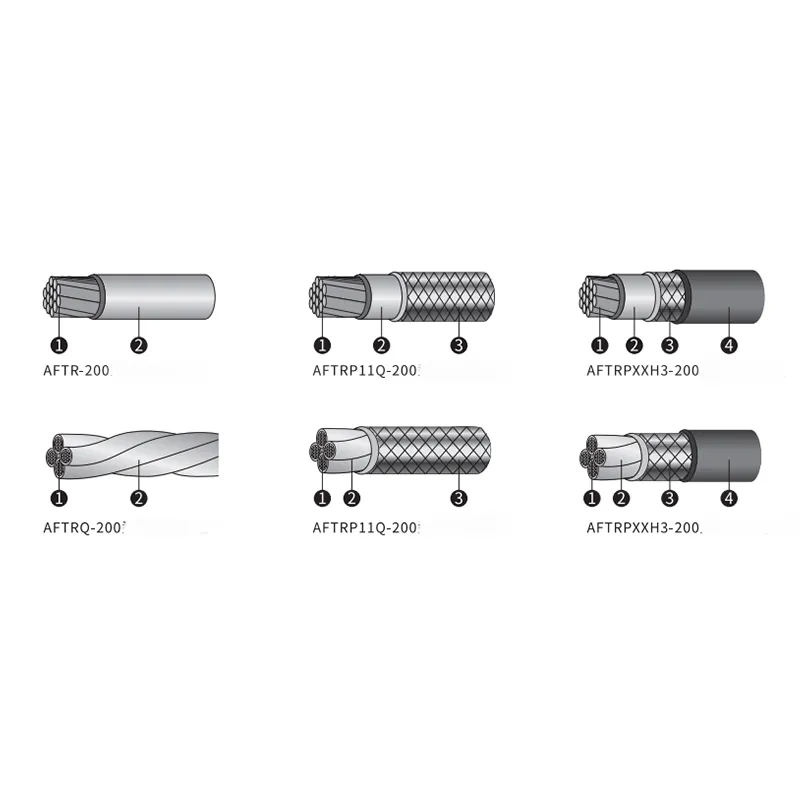 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Электронные соединители
Электронные соединители