





высокотемпературный нагревательный кабель
Если честно, до сих пор встречаю проекты, где путают обычный греющий кабель с высокотемпературным — будто разница только в цифрах на этикетке. На деле же высокотемпературный нагревательный кабель это не просто 'выдерживает побольше градусов', а совсем другая философия изоляции, экранировки и даже подбора сплавов. У нас в ООО Шэньси Цзиньхао Электромеханическая Технология как-раз пришлось пересмотреть техзадания для химических производств после случая с преждевременным выходом из строя кабеля в системе обогрева реакторов — оказалось, заказчик не учёл цикличность температурных нагрузок.
Где граница между 'горячим' и 'высокотемпературным'
В промышленности до сих пор нет чёткого консенсуса: кто-то считает высокотемпературным кабель, работающий от +180°C, другие — только от +400°C. На практике же важно не столько максимальное значение, сколько динамика изменений. Например, для трубопроводов с конденсатом метанола мы используем кабели, выдерживающие кратковременные скачки до +650°C, но главное — сохранение гибкости при -50°C. Именно такие нюансы описаны в технической документации на https://www.jhjd.ru — там, кстати, есть раздел с реальными расчётами теплопотерь для разных сред.
Запомнился случай на нефтеперерабатывающем заводе под Омском: инженеры заложили кабель с заявленными +350°C, но не учли тепловую инерцию при аварийных остановках. В итоге локальные перегревы в местах изгибов привели к разрушению внешней оболочки всего за 4 месяца. Пришлось экстренно менять на вариант с кремнийорганической изоляцией и дополнительным алюмотермическим экраном.
Сейчас склоняюсь к тому, что ключевой параметр — не пиковая температура, а совокупность факторов: стойкость к термическому старению, сохранение диэлектрических свойств после циклов 'нагрев-остывание' и совместимость с конкретной рабочей средой. Для химических производств иногда важнее устойчивость к парам кислот, чем собственно температурный диапазон.
Конструктивные особенности, о которых редко пишут в каталогах
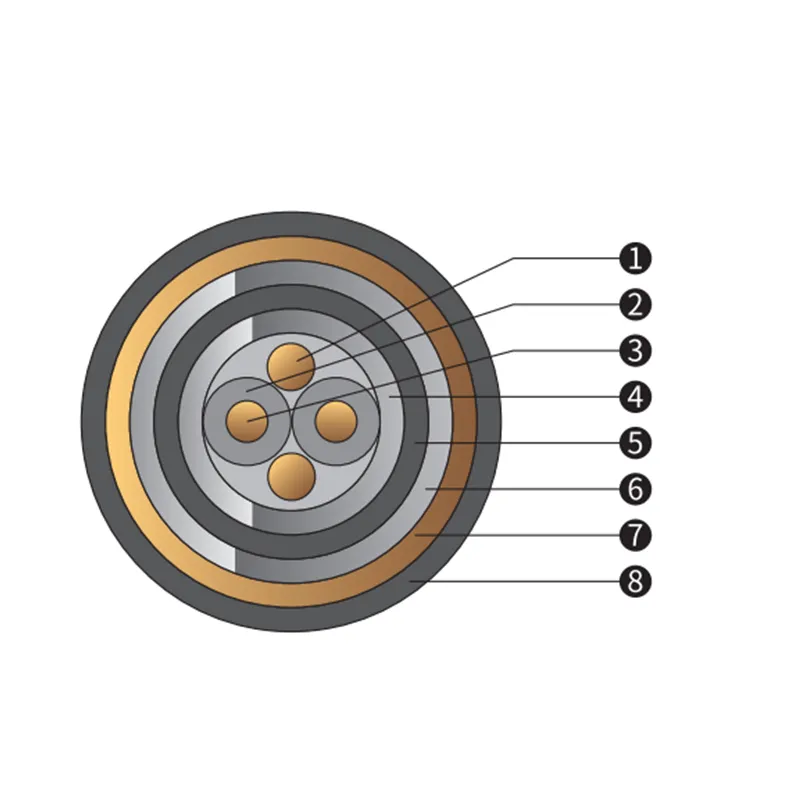
Большинство производителей в спецификациях указывают базовые параметры, но умалчивают о нюансах монтажа. Например, наш высокотемпературный нагревательный кабель для металлургии имеет нестандартную толщину изоляции — не 0,8 мм, как у аналогов, а 1,2 мм, но с дополнительными компенсаторами расширения. Это решение родилось после полевых испытаний в цехах горячей прокатки, где вибрация вызывала микротрещины в стандартных образцах.
Ещё один момент — цвет стабилизирующей оплётки. Казалось бы, мелочь, но в условиях плохой освещённости цехов чёрная оплётка маскирует повреждения. Мы перешли на оранжевый цвет после инцидента на заводе ферросплавов, где вовремя не заметили локальный перегрев.
Отдельно стоит упомянуть соединения муфт — большинство отказов происходит именно в этих узлах. Для температур выше +500°C приходится использовать не латунные, а никелированные стальные фитинги с конусной запрессовкой. Кстати, на сайте jhjd.ru есть видео с тестами таких соединений при циклических нагрузках — там хорошо видно, как ведёт себя уплотнитель после 200 тепловых циклов.
Ошибки проектирования, которые дорого обходятся
Самая распространённая ошибка — несоответствие мощности кабеля реальным теплопотерям. Расчеты по упрощённым формулам часто дают погрешность до 40%, особенно для сложных геометрических форм. Помню проект обогрева ёмкостей сложной конфигурации — пришлось делать 3D-модель тепловых потоков, потому что в закруглениях образовывались 'мёртвые зоны' с выпадением конденсата.
Другая проблема — неучтённые тепловые мосты. В том же проекте крепления кронштейнов создавали участки повышенного теплоотвода, что приводило к локальному перегреву кабеля. Пришлось разрабатывать специальные терморазрывные прокладки из жаростойкой керамики.
И конечно, классика — экономия на термодатчиках. Ставят один контроллер на 50 метров трассы, а потом удивляются перерасходу энергии и неравномерному прогреву. Для высокотемпературный нагревательный кабель рекомендуем не менее трёх точек контроля на каждые 15 погонных метров, причём с раздельными каналами измерения.
Реальные кейсы из практики ООО Шэньси Цзиньхао
На химическом комбинате в Уфе применили кабель с изоляцией из сшитого полиэтилена с дополнительным фторопластовым слоем — для трубопроводов формальдегида. Особенность в том, что при температуре выше +230°C пары формальдегида становятся агрессивными к большинству полимеров. После 2 лет эксплуатации — только незначительное потускнение внешней оболочки.
Для лакокрасочного производства в Татарстане сделали систему с зональным регулированием: в зонах с летучими растворителями — высокотемпературный нагревательный кабель во взрывозащищённом исполнении, на участках сушки — с повышенной мощностью на метр. Интересно, что для цветных участков трубопроводов пришлось подбирать оболочку, не выцветающую под УФ-излучением — это потребовало дополнительных испытаний.
Самый сложный проект — обогрев реакторных колонн на нефтехимическом комплексе. Температурный график от +180°C до +420°C с циклами по 6-8 часов, плюс вибрационные нагрузки. Использовали кабель с минеральной изоляцией и медной оболочкой, но пришлось дорабатывать концевые заделки — штатные не выдерживали более 500 циклов.
Перспективные разработки и ограничения
Сейчас экспериментируем с композитными нагревательными элементами на основе карбида кремния — теоретически они должны держать до +800°C без деградации сопротивления. Но пока есть проблемы с равномерностью нагрева на длинных участках. Испытания показали разброс температур до 15% на 20-метровом отрезке.
Ещё одно направление — интеллектуальные системы с распределённым контролем температуры. В collaboration с отделом разработки умных устройств нашей компании пробуем встраивать оптоволоконные датчики непосредственно в структуру кабеля. Пока дорого, но для взрывоопасных производств может стать стандартом.
Из объективных ограничений — до сих пор нет идеального решения для температур выше +1000°C в сочетании с механическими нагрузками. Керамические изоляторы хрупкие, металлические оболочки теряют прочность. Возможно, стоит посмотреть в сторону молибденовых сплавов, но это уже совсем другие бюджеты.
Что важно при выборе поставщика
Для нас в ООО Шэньси Цзиньхао Электромеханическая Технология ключевым стало наличие собственной испытательной лаборатории. Сертификаты — это хорошо, но когда видишь протоколы тестов именно под твои условия — это другое дело. Например, для пищевых производств тестируем кабели на устойчивость к мойке под высоким давлением, а для горнодобывающей промышленности — на стойкость к абразивному износу.
Отдельно оцениваю подход к нестандартным задачам. Недавно запросили высокотемпературный нагревательный кабель для системы разогрева битума в дорожных машинах — инженеры jhjd.ru предложили вариант с усиленной броней из нержавеющей стали, хотя изначально речь шла только о температуре.
И конечно, наличие реальных объектов с длительной эксплуатацией. Всегда прошу не красивые презентации, а контакты технологов на производствах, где их кабель работает больше 3 лет. Такие отзывы ценнее любых рекламных буклетов.
Соответствующая продукция
Соответствующая продукция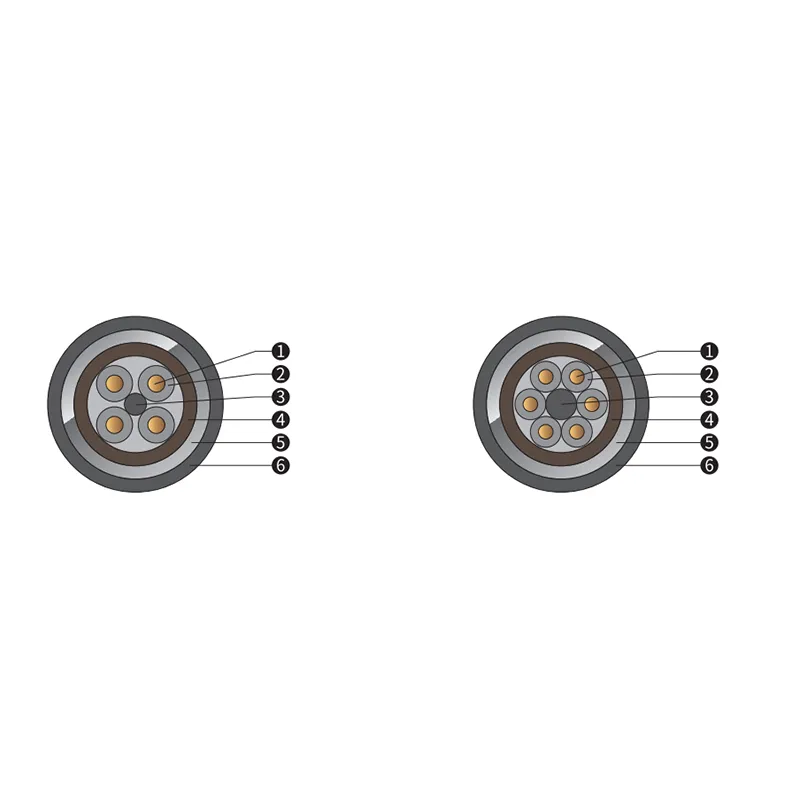




Самые продаваемые продукты
Самые продаваемые продукты-
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Экранная оплетка
Экранная оплетка -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Кабель с изоляцией из обмоточной пленки политетрафторэтилена
Кабель с изоляцией из обмоточной пленки политетрафторэтилена -
 Кабель для газовых датчиков
Кабель для газовых датчиков -
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
 Кабель постоянного тока высокого напряжения
Кабель постоянного тока высокого напряжения -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Автомобильные кабельные жгуты
Автомобильные кабельные жгуты -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы