





высокочастотный силовой кабель
Когда речь заходит о высокочастотных силовых кабелях, многие ошибочно полагают, что главное — просто уменьшить погонные потери. На деле же приходится балансировать между диэлектрическими характеристиками изоляции, скин-эффектом при рабочих частотах 10-400 кГц и механической стойкостью к вибрациям. В наших проектах для горнодобывающего оборудования как раз проявились эти нюансы — кабель, идеально работавший в лаборатории, на карьере начинал перегреваться в точках изгиба.
Практические сложности экранирования
Медь с оплёткой 85% покрытия — стандарт для большинства задач, но при импульсных помехах от частотных преобразователей этого недостаточно. Пришлось добавить композитный экран из алюмоламината, хотя это увеличило жёсткость кабеля на 15%. Кстати, у высокочастотный силовой кабель для дуговых печей именно с экранированием были наибольшие нарекания — заказчики жаловались на наводки в системе управления.
Особенно проблемной оказалась стыковка с коннекторами. Даже при идеальной пайке через 200-300 циклов подключения в зазорах начинало накапливаться окисление, что резко снижало эффективность экранирования выше 100 кГц. Пришлось разрабатывать спецверсию с контактными группами под инертным газом — дорого, но для медицинского оборудования это оказалось единственным рабочим вариантом.
Заметил интересный эффект: при длине кабеля свыше 25 метров экран начинает работать как антенна, если не добавить ферритовые кольца с двух сторон. В проекте для высокочастотный силовой кабель системы индукционного нагрева это выяснилось случайно — при тестовых включениях стали срабатывать датчики соседнего оборудования.
Термические режимы и материалы изоляции
Сшитый полиэтилен vs эластомеры — вечный спор. Для стационарных установок выбираем первый, но в подвижных механизмах он даёт микротрещины уже через полгода. В конвейерных системах от ООО Шэньси Цзиньхао Электромеханическая Технология перешли на гибридное решение: внутренний слой из сшитого ПЭ, внешний — из термостойкого эластомера. Недешёво, но ресурс увеличился втрое.
Температурные расширения — отдельная головная боль. При циклическом нагреве до 90°C медные жилы в высокочастотный силовой кабель начинают 'ползти', особенно в точках крепления. Решили добавить компенсационные петли, хотя это усложнило монтаж. Кстати, на сайте https://www.jhjd.ru есть хорошие примеры таких решений для портативных устройств распознавания.
Запомнился случай с кабелем для высокочастотного питания плазмотрона — стандартная кремнийорганическая изоляция начала carbonize уже через 200 часов работы. Пришлось экстренно переходить на фторполимеры с добавлением диэлектрических наполнителей, что подняло стоимость на 40%, но спасло проект.
Механические нагрузки и виброустойчивость
В роботизированных комплексах кабель постоянно движется, и здесь обычные конструкции быстро выходят из строя. Мы экспериментировали с плетёными экранами вместо фольгированных — да, гибкость лучше, но помехозащищённость падает на 20-25%. Пришлось искать компромисс через специальные конструкции скрутки жил.
Интересный опыт получили при работе с кабелями для ветрогенераторов. Там кроме вибрации добавляется ещё и кручение. Стандартные высокочастотный силовой кабель не выдерживали больше 6 месяцев. Разработанный вариант с армированием арамидными нитями и специальной геометрией скрутки показал ресурс свыше 5 лет — этим сейчас пользуется в своих электромеханических компонентах компания ООО Шэньси Цзиньхао Электромеханическая Технология.
Отдельно стоит упомянуть проблему ударов — при транспортировке или монтаже даже незначительные деформации могут изменить волновое сопротивление. Пришлось вводить дополнительный контроль импеданса после каждого этапа логистики, что увеличило сроки поставки, но резко сократило рекламации.
Специфика подключения и монтажа
Большинство отказов происходит не в самом кабеле, а в точках соединения. Особенно критичны переходы на алюминиевые шины — из-за гальванической пары начинается электрокоррозия. Пришлось разрабатывать переходные клеммы с биметаллическими вставками, хотя изначально в ТЗ этого не было.
При монтаже в жгуты многие забывают о тепловом взаимовлиянии. Как-то раз пришлось разбираться с перегревом целого пучка высокочастотный силовой кабель — оказалось, силовые и контрольные жилы были уложены вперемешку. Теперь всегда настаиваем на раздельной укладке с термоизолирующими прокладками.
Заметил, что даже профессионалы иногда неправильно выбирают радиус изгиба — ориентируются на статические нагрузки, забывая про динамические. В итоге через месяц-два появляются микротрещины в изоляции. Для гибких применений теперь рекомендуем радиус не менее 8 диаметров вместо стандартных 6.
Перспективные разработки и ограничения
Сейчас экспериментируем с нанокомпозитными диэлектриками — теоретически они позволяют снизить диэлектрические потери на 15-20%, но пока нестабильны при длительных термических нагрузках. Партия от одного поставщика начала деградировать уже через 500 часов при 105°C.
Интересное направление — интегрированные системы мониторинга. Встраиваем в оплётку оптоволоконные датчики для контроля температуры вдоль всей линии. Технология перспективная, но пока дорогая — увеличивает стоимость кабеля почти вдвое. Хотя для критичных применений, как в интеллектуальных устройствах распознавания от https://www.jhjd.ru, это может быть оправдано.
Основное ограничение сейчас — материалы. Нужны диэлектрики с стабильными характеристиками до 150°C и при этом сохраняющие гибкость. Существующие фторполимеры либо слишком жёсткие, либо дорогие. Возможно, следующий прорыв будет связан с модифицированными полиимидами, но пока они плохо держат ударные нагрузки.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Потребительские кабельные жгуты
Потребительские кабельные жгуты -
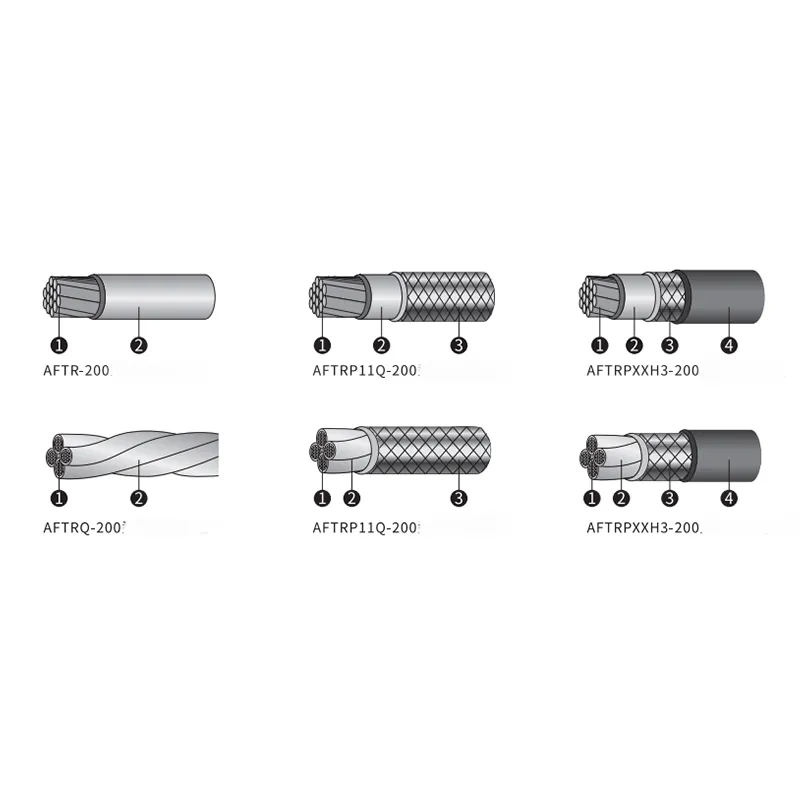 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Экранная оплетка
Экранная оплетка -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF
Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
 Многожильный высокочастотный возбуждающий провод для нефтепроводов
Многожильный высокочастотный возбуждающий провод для нефтепроводов -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы