





изготовление проводов и кабелей
Когда говорят про изготовление проводов и кабелей, многие представляют простое наматывание меди в пластик. На деле же – это целая наука, где каждый этап влияет на конечные характеристики. Вот, к примеру, в ООО 'Шэньси Цзиньхао Электромеханическая Технология' мы постоянно сталкиваемся с тем, что клиенты недооценивают важность подготовки проводника. Казалось бы, медь есть медь, но её состояние перед экструзией изоляции определяет до 30% проблем с КСВ в высокочастотных кабелях.
Подготовка материалов: что нельзя упустить
Медь для токопроводящих жил должна быть не просто чистой, а с определённой кристаллической структурой. Мы в jhjd.ru перепробовали десятки поставщиков, пока не нашли оптимальный вариант – медную катанку с содержанием кислорода не более 5 ppm. Почему это важно? При отжиме в атмосфере с повышенной влажностью такие жилы меньше окисляются, что критично для кабелей передачи данных.
С изоляцией тоже не всё однозначно. Полиэтилен низкого давления хорош для силовых кабелей, но для высокочастотных – только сшитый полиэтилен. Помню, как в 2019 году пытались сэкономить на стабилизаторах в составе изоляции – результат: партия кабелей для систем видеонаблюдения начала трескаться уже через полгода эксплуатации в условиях Урала.
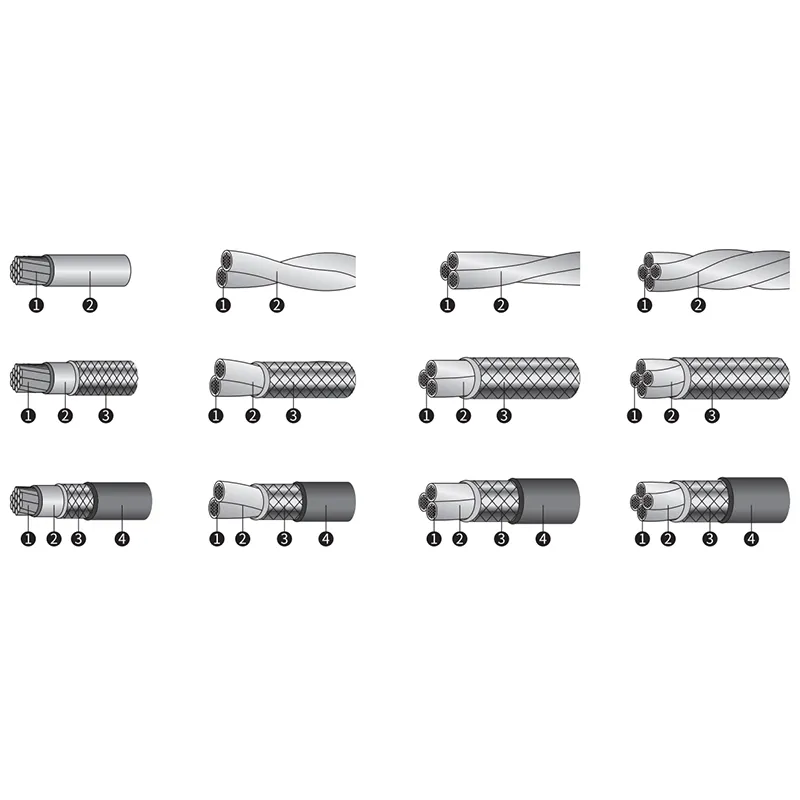
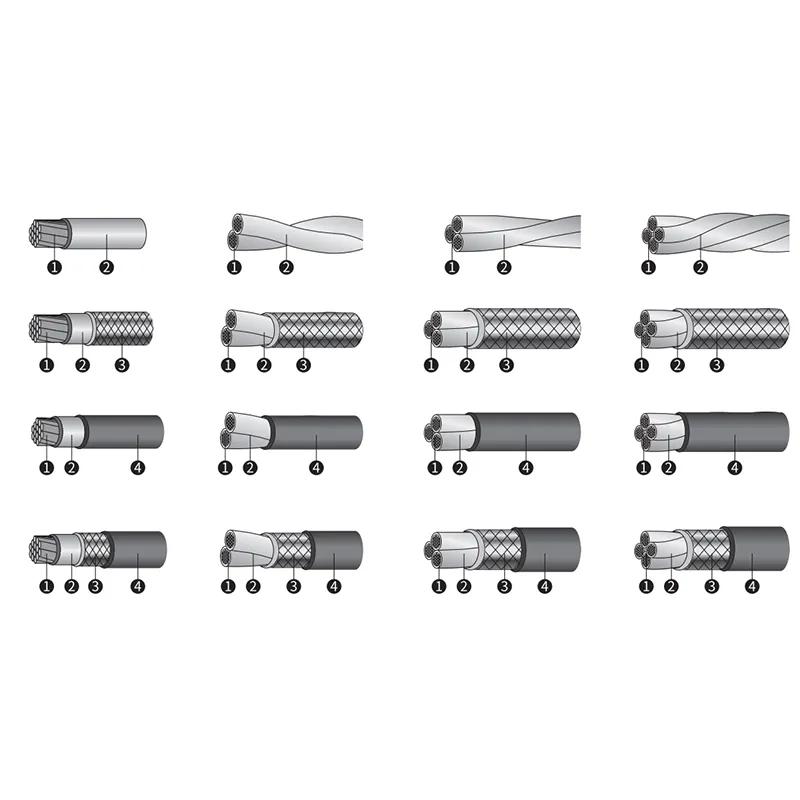
Экран – отдельная история. Алюмопластиковая лента кажется универсальным решением, но при динамических изгибах (например, в портативных устройствах) она быстро теряет контакт. Пришлось разрабатывать комбинированный экран – медная оплётка поверх алюмофола. Да, дороже, но надёжность выше в разы.
Технологические нюансы экструзии
Температурные режимы экструдера – это не просто цифры из инструкции. Для каждого типа изоляции мы годами подбирали оптимальные значения. Например, при производстве кабелей для интеллектуальных систем распознавания важно выдерживать 185-190°C для вспененного полиэтилена – иначе диэлектрическая проницаемость 'плывёт' более чем на 5%.
Охлаждение после экструзии – ещё один критичный момент. Слишком быстрое охлаждение в водяной ванне приводит к микротрещинам в изоляции. Мы перешли на каскадное охлаждение: сначала воздушное до 80°C, потом водяное. Производительность упала на 15%, зато брак сократился втрое.
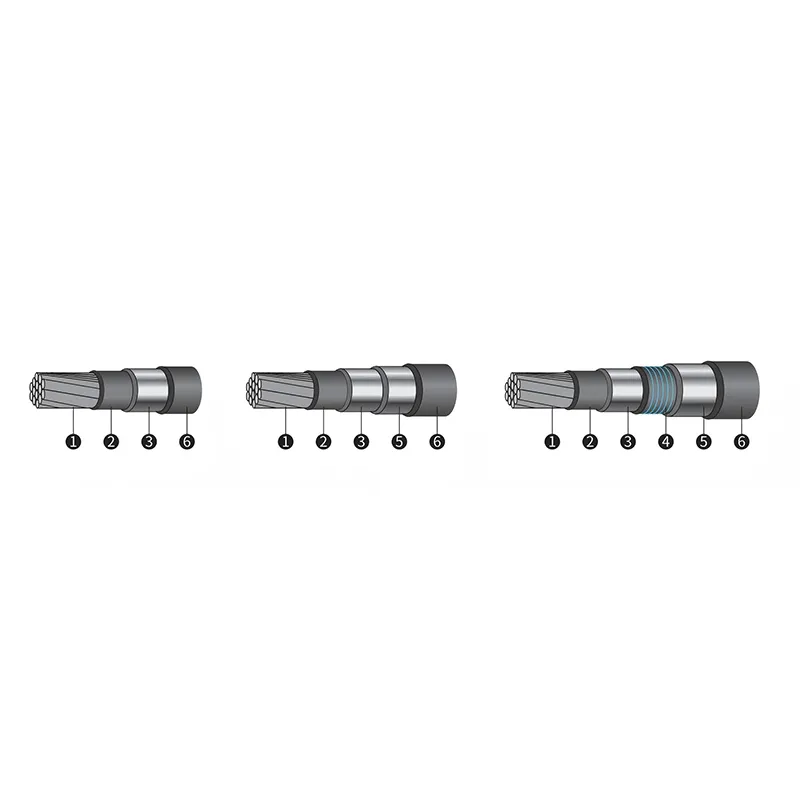
Калибровка жил – часто недооцениваемый процесс. При производстве многожильных кабелей важно учитывать не только сечение, но и шаг скрутки. Для высокочастотных применений (те же портативные устройства распознавания) используем скрутку с переменным шагом – уменьшаем перекрёстные помехи между парами.
Контроль качества: между теорией и практикой
Лабораторные испытания – это хорошо, но они не всегда отражают реальные условия эксплуатации. Мы внедрили систему ускоренных испытаний: кабели циклически нагреваются до +85°C и охлаждаются до -40°C с одновременным измерением ёмкости и сопротивления изоляции.
Интересный случай был с партией USB-кабелей для наших интеллектуальных устройств. По всем параметрам они проходили, но в полевых условиях возникали сбои передачи данных. Оказалось, проблема в неидеальной симметрии витой пары – разница в шаге скрутки всего на 0.3 мм вызывала фазовые искажения.
Сейчас разрабатываем автоматическую систему оптического контроля геометрии жил – пока используем выборочную проверку под микроскопом. Трудоёмко, но необходимо для ответственных применений.
Специфика кабелей для электромеханических систем
В электромеханике требования совсем другие. Например, кабели для сервоприводов должны выдерживать многократные изгибы. Стандартная медь здесь не подходит – только специальные сплавы с добавлением олова. Мы используем CuSn0.3 для гибких применений, хоть и дороже на 20%.
Изоляция в таких кабелях должна быть не только прочной, но и устойчивой к маслам и гидравлическим жидкостям. Полиуретан показал себя лучше всего, хотя с ним сложнее работать при экструзии – требует точного поддержания температуры в узком диапазоне 195-200°C.
Экранирование – обязательно двойное: фольга + оплётка. Причём плотность оплётки не менее 85% – проверено на собственном опыте работы с промышленными роботами. Меньшая плотность приводит к наводкам от частотных преобразователей.
Перспективы и текущие разработки
Сейчас активно экспериментируем с композитными материалами для изоляции – пытаемся совместить гибкость ПВХ и термостойкость силикона. Пока получается дорого, но для специальных применений (например, в авиации) уже есть заказы.
Ещё одно направление – умные кабели с встроенной диагностикой. В сотрудничестве с инженерами по портативным устройствам распознавания пробуем вплетать в экран оптические волокна для мониторинга состояния. Технология сырая, но потенциал огромный.
Из последних наработок – кабели с пониженной горючестью для общественных помещений. Используем безгалогенные составы на основе полиолефинов, но пока не удаётся добиться такой же гибкости, как у стандартных ПВХ. Работа продолжается.
Экономические аспекты производства
Себестоимость изготовления проводов и кабелей сильно зависит от цен на медь – иногда до 60% от общей стоимости. Мы частично хеджируем риски через фьючерсы, но это не всегда спасает. Приходится оптимизировать другие составляющие.
Автоматизация – палка о двух концах. С одной стороны, снижает трудозатраты, с другой – требует квалифицированного обслуживания. Наш участок экструзии сейчас работает в три смены с двумя операторами вместо шести, но зарплата им теперь в два раза выше.
Логистика готовой продукции – отдельная головная боль. Кабельные барабаны занимают много места, а транспортировка требует особых условий. Для поставок в отдалённые регионы разработали систему упаковки в термоусадочную плёнку с силикагелем – защищает от влаги при хранении на открытых площадках.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
 Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW
Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена -
 Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF
Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов