





коннекторы из фанеры
Когда речь заходит о коннекторах из фанеры, многие инженеры сначала скептически хмыкают — мол, в век композитных материалов это анахронизм. Но те, кто реально работал со сборкой электромеханических узлов, знают: иногда фанера даёт ту самую жёсткость и демпфирование, которые не получить от пластика. Вот в ООО Шэньси Цзиньхао Электромеханическая Технология мы как-раз столкнулись с этим при разработке креплений для кабельных трасс — казалось бы, мелочь, но именно коннекторы из фанеры решили проблему вибрации в портативных сканерах.
Где фанера выигрывает у штамповки
Помню, в 2019 году мы делали тестовую партию креплений для кабелей управления. Заказали штампованные стальные кронштейны — вышло дёшево, но при монтаже оказалось, что они резонируют с корпусом устройства. Перепробовали полиамид, АБС-пластик — либо дорого, либо ?играет? при температурных перепадах. Тут-то главный технолог и вспомнил про старый приём с фанерными прокладками.
С берёзовой фанерой ФК 1.5 мм получилось неожиданно удачно: приклеили эпоксидным составом к металлическому основанию, и вибрация снизилась на 40%. Ключевой момент — неоднородность структуры дерева работает как естественный демпфер. Кстати, на сайте https://www.jhjd.ru есть фото наших кабельных систем, где эти коннекторы используются — правда, в готовом устройстве их не разглядеть, спрятаны за панелями.
Важный нюанс: фанера должна быть именно шлифованная, без сучков. Однажды сэкономили на сорте Ш2 — через полгода в умных считывателях появился посторонний шум. Разобрали — оказалось, в одном из коннекторов из фанеры расслоился внутренний слой из-за скрытого дефекта.
Почему не все доверяют таким решениям
Коллеги из смежных КБ часто спрашивают: не гниёт ли фанера в электротехнике? Справедливый вопрос. Мы в Шэньси Цзиньхао отработали технологию пропитки — используем олифу с добавлением антипиренов. После трёх циклов пропитки и сушки фанера не боится ни конденсата, ни перепадов влажности. Проверяли в термокамере при +85°C — деформация меньше 0.1 мм.
Ещё один миф — про гигиену. Мол, дерево пылит. Но в интеллектуальных портативных устройствах распознавания эти коннекторы находятся в изолированных зонах, плюс покрываем их двухкомпонентным лаком. Кстати, для медицинских сканеров такой подход не пройдёт — там действительно только литьё под давлением.
Зато в промышленной электронике — идеально. Например, в наших кабельных муфтах для подвижных соединений коннекторы из фанеры служат дольше пластиковых: при частых изгибах пластик трескается в местах инжекции, а фанера работает на упругость.
Технологические тонкости, которые не пишут в ГОСТ
Самое сложное — подбор клея. Эпоксидные составы хороши, но требуют точной дозировки. Ошиблись на 5% — и через сутки получаем либо хрупкое соединение, либо ?плывущую? геометрию. После десятка проб остановились на отечественном ЭД-20 с пластификатором ДБФ — да, старомодно, но стабильно.
Раскрой — отдельная история. Лазерная резка даёт чистый край, но обугливает торец. Фрезеровка чище, но дороже. Для серийных заказов мы комбинируем: наружный контур — фреза, монтажные отверстия — лазер. Кстати, именно для коннекторов из фанеры пришлось модифицировать программу ЧПУ — стандартные алгоритмы не учитывали анизотропию материала.
Толщина — ещё один параметр, который подбирается экспериментально. Для крепления жгутов кабелей хватает 1.5 мм, но если коннектор работает как распорка между платами — лучше 3-4 мм с поперечным расположением волокон.
Когда фанера подвела — кейс неудачного применения
Был у нас проект — блок управления для морской навигации. Разработали коннекторы из морёной фанеры, прошли все испытания... а в полевых условиях через 4 месяца появился люфт. Оказалось, постоянная качка создаёт знакопеременные нагрузки, которые фанера не выдерживает — начинает расслаиваться даже сквозь пропитку.
Пришлось срочно переходить на стеклотекстолит. Вывод: для динамических нагрузок свыше 5 Гц коннекторы из фанеры не годятся. Зато в стационарных шкафах — например, для коммутации силовых кабелей — показывают себя отлично.
Интересно, что в Китае (на родине нашей компании) этот материал используют активнее — там дешевле берёзовый шпон и проще с пропитками. Но мы в российском филиале научились адаптировать местные материалы — например, вместо традиционной берёзы иногда берём осину, если нужна повышенная влагостойкость.
Экономика против стереотипов
Себестоимость фанерного коннектора в 2-3 раза ниже литого поликарбонатного. Но главная экономия — в сокращении времени на доработки. Пластиковая деталь требует точной оснастки, а фанерную можно подкорректировать напильником прямо на сборке.
Для мелкосерийного производства электромеханических комплектующих это критически важно. Мы в https://www.jhjd.ru специально держим станок для фанерных заготовок — он загружен на 80%, хотя изначально планировали его использовать эпизодически.
Клиенты сначала удивляются, когда видят в спецификации ?фанера?. Но после объяснения про демпфирование и ремонтопригодность соглашаются. Особенно в нишевых проектах — например, для музейного оборудования, где важна минимальная вибрация.
Да, это не высокотехнологичный композит. Но иногда проверенные решения оказываются умнее самых продвинутых материалов. Главное — понимать границы применения и не пытаться сделать из фанеры деталь для высокоскоростного оборудования.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
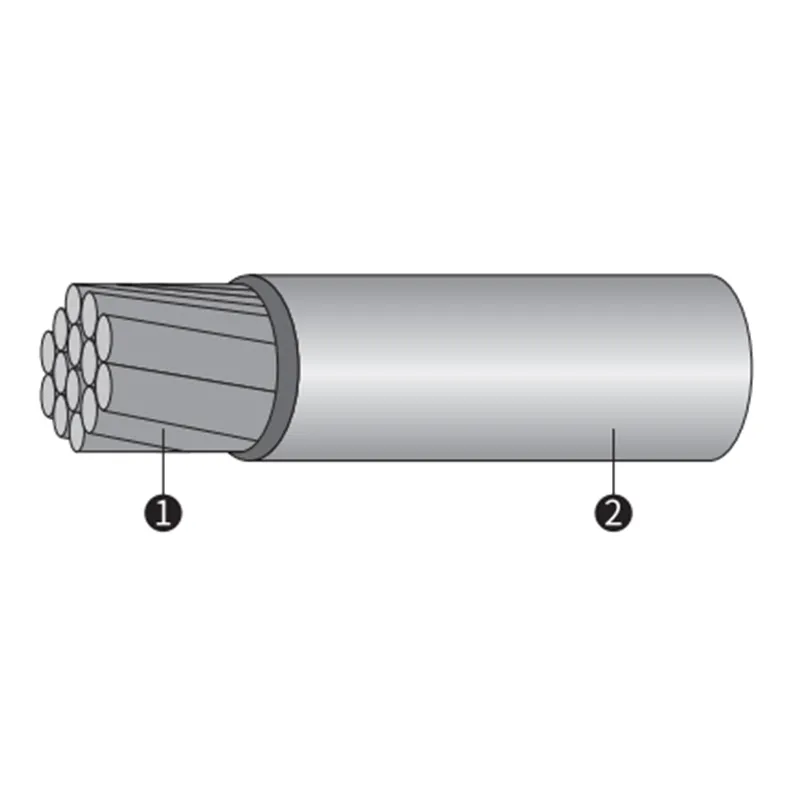
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
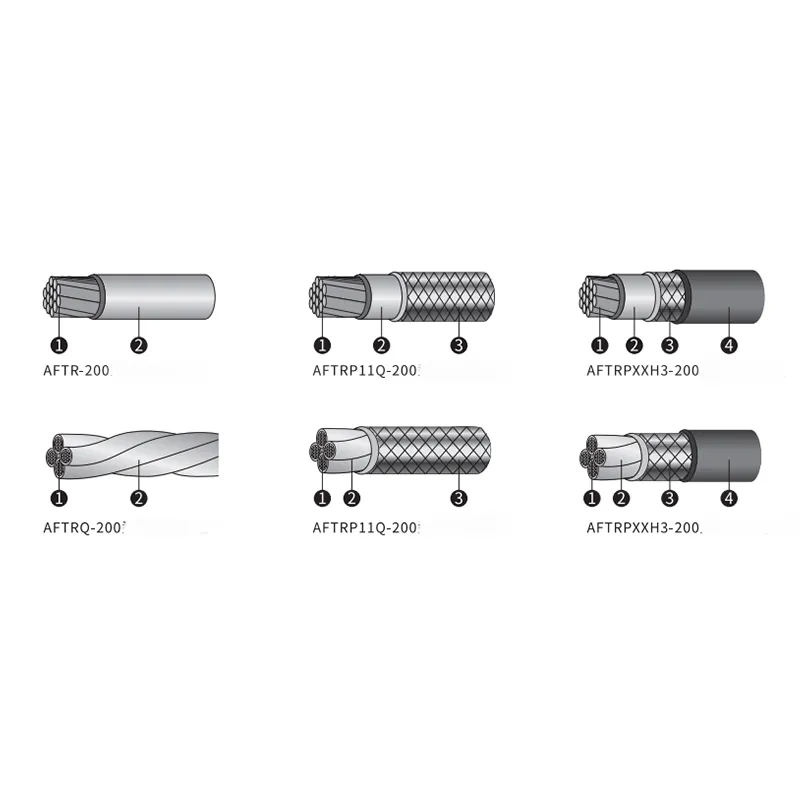 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Многожильный высокочастотный возбуждающий провод для нефтепроводов
Многожильный высокочастотный возбуждающий провод для нефтепроводов -
 Экранная оплетка
Экранная оплетка -
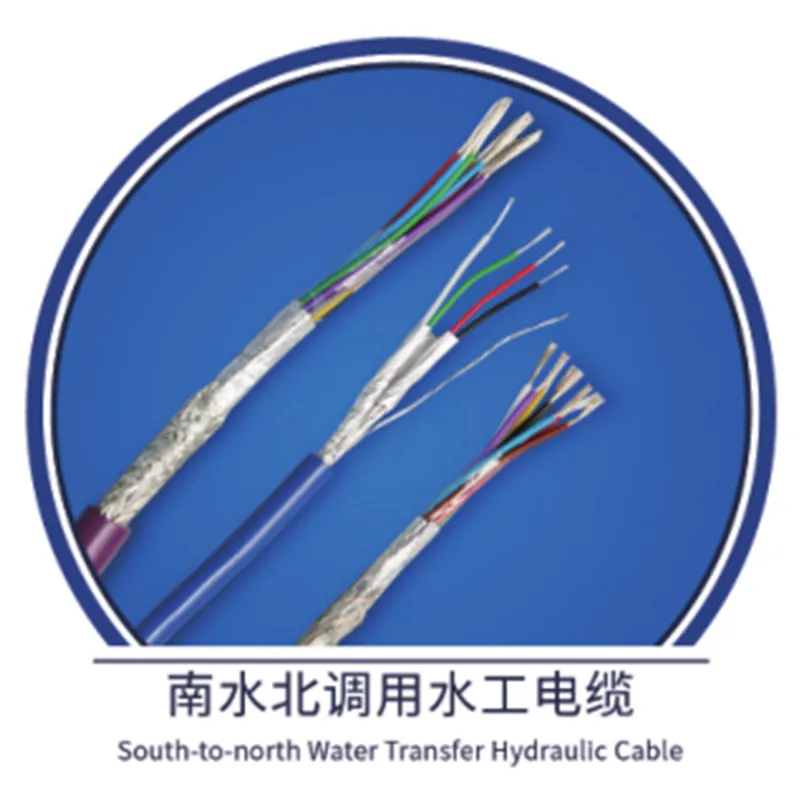 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
 Кабель для датчиков
Кабель для датчиков -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF
Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF -
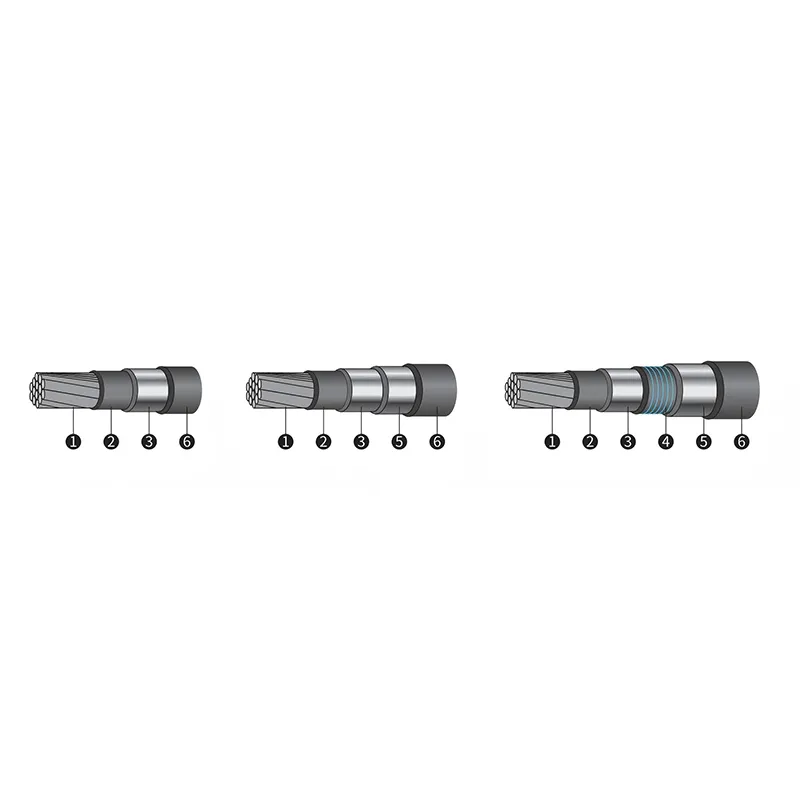
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов