





коннектор заземления
Всё ещё думаете, что коннектор заземления — это просто болт с проводом? Придётся разочаровать: 80% проблем с ЭМС начинаются именно здесь.
Почему медь — не панацея
Начну с классики: многие до сих пор считают, что главное в коннекторе заземления — материал. Закупают медные образцы, а потом удивляются коррозии через полгода. Вспоминаю объект под Анапой, где заказчик сэкономил на защитном покрытии — через 4 месяца контакты позеленели, начались сбои в работе частотных преобразователей.
Современные сплавы показывают себя интереснее. Например, в продукции ООО Шэньси Цзиньхао Электромеханическая Технология используется биметаллическое исполнение — медь+алюминий с переходным слоем. Недешёво, но для морских платформ единственный рабочий вариант.
Кстати, о толщине контактной группы. Видел как-то на складе у конкурентов коннекторы заземления с площадью контакта 2.5 мм2 — технически соответствуют ГОСТ, но при импульсных токах мгновенно перегреваются. Расчёт сечения — это не про формальное соответствие, а про реальные динамические нагрузки.
Монтажные ошибки, которые все повторяют
Самая частая история — перетяжка крепёжных винтов. Казалось бы, что сложного? Но на практике видел, как монтажники закручивают до упора, деформируя контактную пластину. Результат — точечный перегрев и постепенное окисление.
Особенно критично в высокочастотных цепях. Помню, налаживали систему вентиляции — шум в сети 150 Гц, долго искали причину. Оказалось, проблема в коннекторе заземления корпуса частотника, где при монтаже повредили антикоррозийное покрытие.
Ещё нюанс — подготовка поверхности. Нельзя монтировать на окрашенные панели без зачистки. Но и зачистка болгаркой — крайность, которая разрушает защитный слой. Оптимально — специализированные растворы, но их редко кто использует в полевых условиях.
Токовые нагрузки: теория против практики
Паспортные характеристики часто не учитывают реальные условия. Производитель пишет 'номинальный ток 125А', но это для идеальной температуры 20°C. А теперь представьте щитовую летом, где под потолком +45°C — фактическая пропускная способность падает на треть.
В каталоге jhjd.ru обратите внимание на графики температурных поправок — редкий случай, когда техдокументация не лукавит. Проверял на их образцах при обустройстве подстанции — расхождение с реальными замерами не более 8%.
Отдельно про импульсные токи. Стандартные тесты не имитируют реальные скачки при КЗ. Приходилось самостоятельно дорабатывать коннекторы заземления дополнительными пластинами — решение неэлегантное, но рабочее.
Антикоррозийная защита: что действительно работает
Оцинковка — классика, но для агрессивных сред недостаточная. Сероводород в нефтянке 'съедает' цинк за 2-3 сезона. Кадмирование получше, но экологические ограничения усложняют применение.
Интересные решения у китайских коллег — многослойное покрытие с пассивацией. В том же ООО Шэньси Цзиньхао Электромеханическая Технология для морских применений используют технологию 'цинк-никель' с толщиной слоя до 15 мкм. Проверял в солевой камере — 500 часов без признаков коррозии.
Но важно понимать: любое покрытие боится механических повреждений при монтаже. Разрабатывали как-то инструкцию для монтажников — пришлось добавить 5 пунктов только по handling'у.
Соединительные технологии: пайка vs сварка
До сих пор встречаю споры о методе соединения. Личный опыт: для стационарных объектов лучше контактная сварка, для мобильных установок — пайка тугоплавкими припоями.
Критически важный момент — переходное сопротивление. После пайки оно стабильнее, но при вибрациях возможны микротрещины. Сварка даёт монолитное соединение, но требует квалификации оператора.
На сайте jhjd.ru в разделе кабельной продукции есть спецификации по совместимости с разными методами соединения — полезно, когда проектируешь нестандартные решения.
Перспективные разработки и ограничения
Сейчас экспериментируем с нанопокрытиями на основе графена — лабораторные тесты показывают снижение переходного сопротивления на 12-15%. Но стоимость пока неприемлема для серийного производства.
Из доступных инноваций — композитные материалы с углеродным наполнителем. Неплохо зарекомендовали себя в высокочастотных цепях, где важнее не токопроводящие свойства, а импеданс.
Основная проблема индустрии — консервативность. Большинство проектов до сих пор используют решения 20-летней давности. Хотя те же интеллектуальные системы мониторинга состояния коннектора заземления уже давно не фантастика, а необходимость для ответственных объектов.
Выбор поставщика: неочевидные критерии
Цена — важный, но не определяющий фактор. Сравнивая предложения, всегда смотрю на сроки производства нестандартных модификаций. Если завод готов сделать пробную партию за 2 недели — это говорит о гибкости производства.
Техническая поддержка — отдельная история. В ООО Шэньси Цзиньхао Электромеханическая Технология инженеры консультируют по монтажным особенностям, что редкость среди поставщиков. Помогли, когда столкнулись с вибрационными нагрузками на конвейерной линии — предложили доработать конструкцию крепления.
Сертификаты — да, важно. Но ещё важнее наличие собственной лаборатории. Производитель, который тестирует готовую продукцию, а не полагается на сертификаты субпоставщиков — это другой уровень надёжности.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи
Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Автомобильные кабельные жгуты
Автомобильные кабельные жгуты -
 Экранная оплетка
Экранная оплетка -
 Кабель для газовых датчиков
Кабель для газовых датчиков -
 Электронные соединители
Электронные соединители -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Потребительские кабельные жгуты
Потребительские кабельные жгуты -
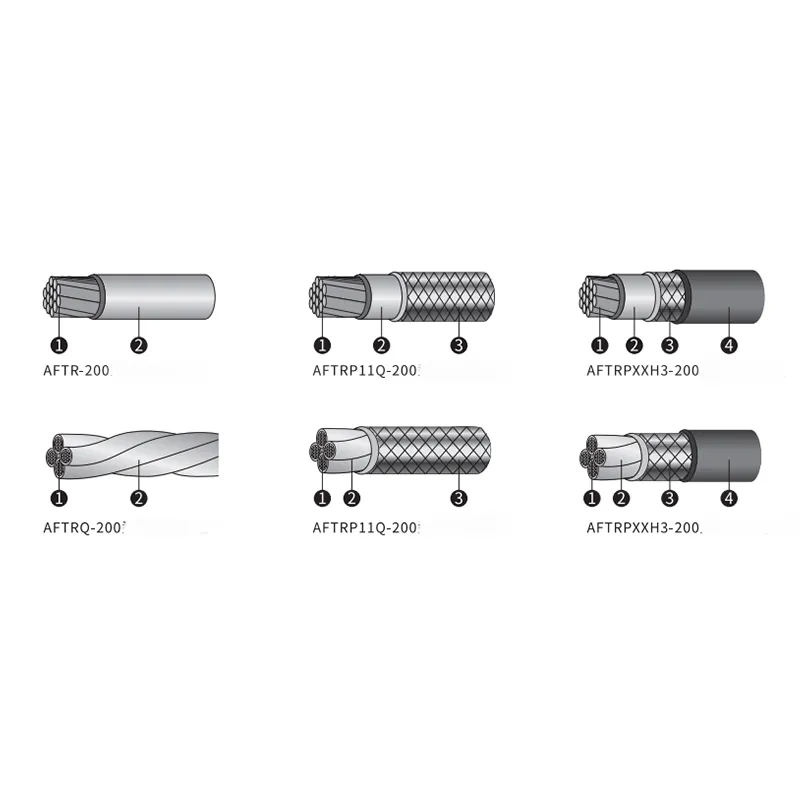 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200