





коннектор кислородный
Если брать типичный коннектор кислородный – многие сразу представляют себе медицинские системы, но в промышленности нюансов куда больше. У нас в ООО Шэньси Цзиньхао Электромеханическая Технология приходилось сталкиваться с заказчиками, которые путали коннекторы для пищевой промышленности и для аналитического оборудования. Разница не только в давлении, но и в материале уплотнителей – силикон против фторкаучука.
Конструкционные особенности
В прошлом году разбирали инцидент с утечкой на металлургическом комбинате. Заказчик купил коннектор кислородный с латунным корпусом, но не учёл вибрацию от компрессора. Через 200 часов работы появилась микротрещина в месте крепления штуцера. Пришлось переходить на бесшовные модели из нержавеющей стали.
Сейчас на сайте jhjd.ru мы выкладываем схемы с указанием зон механического напряжения. Например, в разъёмах с резьбой M8×1 важно контролировать момент затяжки – превысишь на 15%, и деформация медного уплотнителя гарантирована.
Кстати, про уплотнители. В системах с чистотой кислорода 99.9% нельзя использовать тефлон – он даёт газовыделение. Лучше брать модифицированный фторэластомер, но его нужно проверять на совместимость с конкретной средой.
Проблемы совместимости
Как-то поставили партию коннекторов для кислородных датчиков в систему мониторинга воздуха. Через три месяца пришла рекламация – соединения потускнели. Оказалось, заказчик использовал очиститель на основе хлора, который мы не тестировали. Теперь в спецификациях на jhjd.ru отдельным пунктом указываем запрещённые реагенты.
Ещё пример: при интеграции с портативными анализаторами от ООО Шэньси Цзиньхао Электромеханическая Технология столкнулись с проблемой быстросъёмных соединений. Стандартный коннектор кислородный не подходил из-за вибрации при переноске. Разработали версию с пружинной фиксацией – не элегантно, но надёжно.
Заметил, что европейские производители часто используют никелирование, но для медицинского кислорода это не всегда допустимо. У нас был случай, когда никель начал отслаиваться при циклическом нагреве до 120°C.
Монтажные тонкости
При монтаже в полевых условиях главный враг – пыль. Даже если коннектор с пылезащитой IP54, при подключении без чистого бокса частицы размером от 5 микрон могут попасть в канал. Однажды из-за этого заклинило обратный клапан в системе подачи кислорода на производстве электронных компонентов.
Сейчас рекомендуем заказчикам из ООО Шэньси Цзиньхао Электромеханическая Технология использовать при монтаже продувку инертным газом. Да, это удорожает процесс, но предотвращает ситуации, когда после сборки приходится менять всю линию.
Интересный момент с геометрией: для стационарных систем лучше прямые коннекторы, а для мобильных установок – под углом 45°. Но угол снижает пропускную способность на 7-12%, что не всегда учитывают в техзаданиях.
Материаловедческие нюансы
Медь vs алюминий – вечный спор. Для стационарных систем с постоянным потоком медь выигрывает, но в условиях перепадов температур алюминий с специальным покрытием работает стабильнее. Проверяли на криогенных установках – после 300 циклов охлаждения медные коннекторы дают микротрещины.
В каталоге на jhjd.ru теперь разделили коннекторы по группам эксплуатации: для постоянных систем, для циклических нагрузок и для высокочистых сред. Последние идут с маркировкой 'УльтраРаф' и паспортом чистоты.
Запомнился случай с коннектором из нержавеющей стали AISI 316L. Казалось бы, идеальный вариант, но при контакте с некоторыми смазками начиналась межкристаллитная коррозия. Теперь все совместимости проверяем в лаборатории.
Эксплуатационные ограничения
Частая ошибка – использование коннекторов не по назначению. Как-то подключили кислородный коннектор к системе аргона, а через месяц получили разгерметизацию. Оказалось, разные газы по-разному влияют на старение уплотнителей.
Для интеллектуальных систем распознавания от ООО Шэньси Цзиньхао Электромеханическая Технология пришлось разрабатывать коннекторы с RFID-метками. Казалось бы, мелочь, но это позволяет отслеживать ресурс каждого соединения в автоматическом режиме.
Текущая проблема – совместимость с новыми стандартами чистоты. Появляются требования к содержанию примесей на уровне 0.1 ppm, а стандартные коннекторы не всегда проходят по газовыделению. Приходится менять технологию полировки внутренних поверхностей.
Перспективы развития
Сейчас экспериментируем с керамическими вставками для высокотемпературных применений. Пока получается дорого, но для специализированных задач уже есть рабочие образцы. На сайте jhjd.ru выложили тестовые отчёты по стойкости к термическим ударам.
Интересное направление – комбинированные коннекторы для одновременной подачи кислорода и передачи данных. В портативных устройствах распознавания это позволяет уменьшить количество соединений. Правда, есть сложности с экранированием.
Из последнего: начали применять лазерную маркировку вместо гравировки – меньше повреждается поверхность, лучше читаемость кода. Мелкое улучшение, но для отслеживания в сложных системах важно.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW
Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW -
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена -
 Пленочные переключатели
Пленочные переключатели -
 Экранная оплетка
Экранная оплетка -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Облегченный монтажный провод теплостойкой изоляции
Облегченный монтажный провод теплостойкой изоляции -
 Многожильный высокочастотный возбуждающий провод для нефтепроводов
Многожильный высокочастотный возбуждающий провод для нефтепроводов -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Кабель для датчиков
Кабель для датчиков -
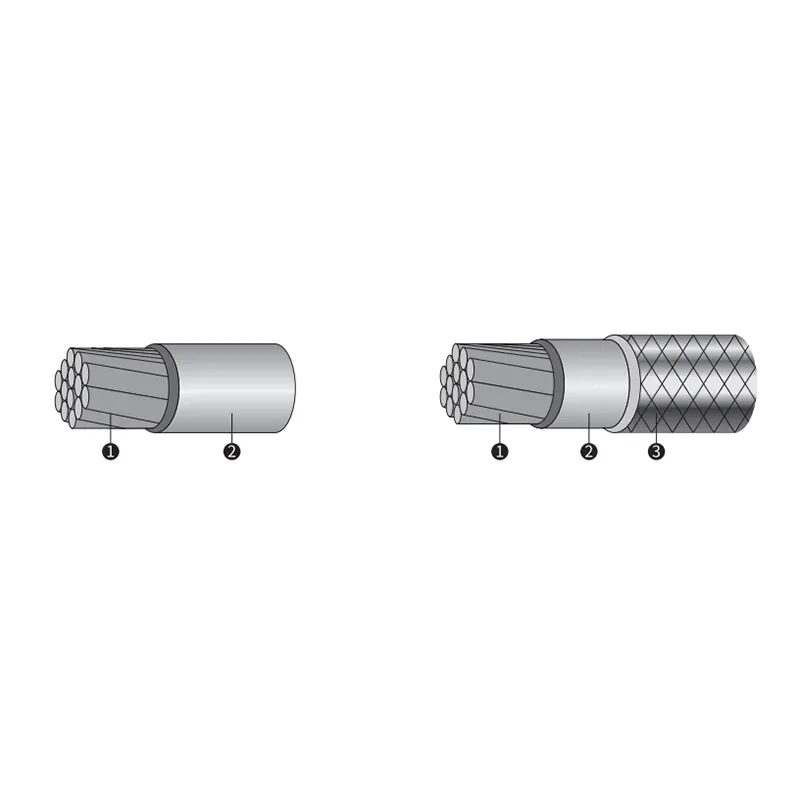
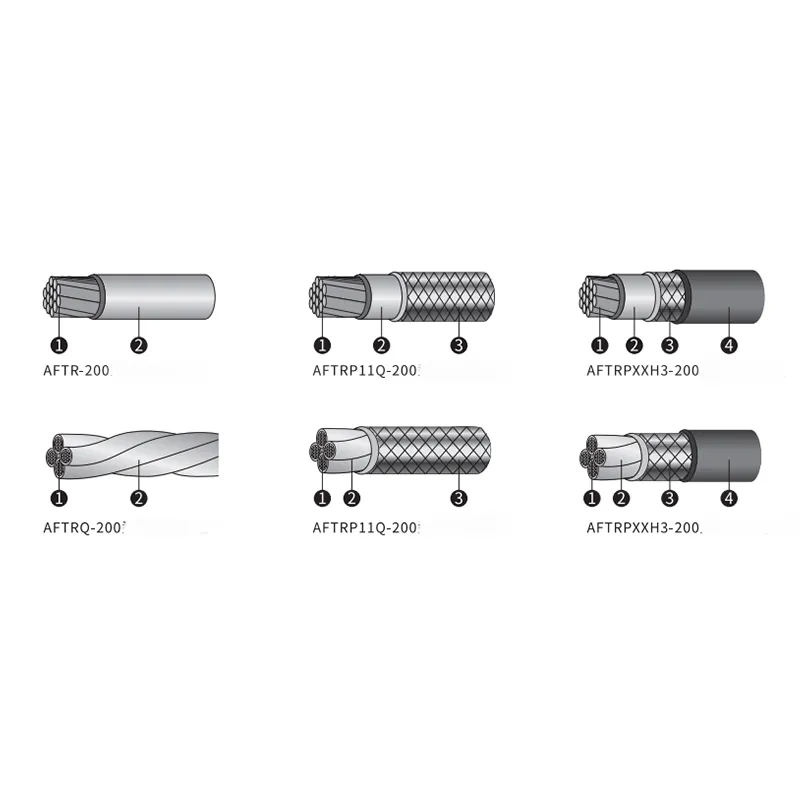 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200