





обработка кабеля и провода
Когда слышишь про обработку кабеля, многие представляют простое снятие изоляции паяльником. На деле это целая технологическая цепочка, где каждый этап влияет на конечную надёжность. Вспоминаю, как на одном из объектов в Подмосковье пришлось перекладывать силовой кабель из-за неправильной заделки муфт – конденсат собрался под термоусадкой всего за два месяца.
Разделка кабеля: где ошибаются новички
Классическая ошибка – использовать обычный нож для продольного разреза оболочки. На кабелях с алюминиевой экранировкой это гарантированно приводит к микронадрезам жил. Для ВВГнг-LS 3х2.5 мы давно перешли на специнструмент – хоть и дороже, но экономит на рекламациях.
Кстати про температурные режимы: при -15°C ПВХ изоляция становится хрупкой как стекло. Как-то зимой на монтаже телекоммуникационных линий пришлось организовывать тепловую завесу – иначе даже профессиональный стриппер рвёт материал.
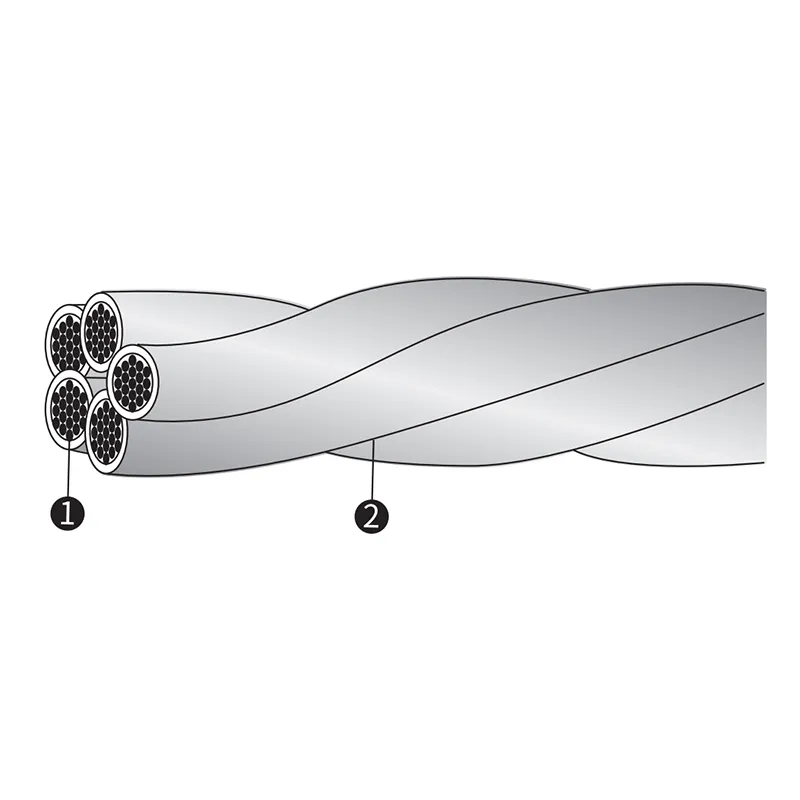
Особняком стоит разделка многожильных кабелей типа КГ. Здесь важно не просто снять изоляцию, но и сохранить геометрию скрутки. Проверял десятки методов – лучший результат даёт последовательное подогревание феном с последующей обработкой спецсоставом.
Термоусадка: мифы и реальность
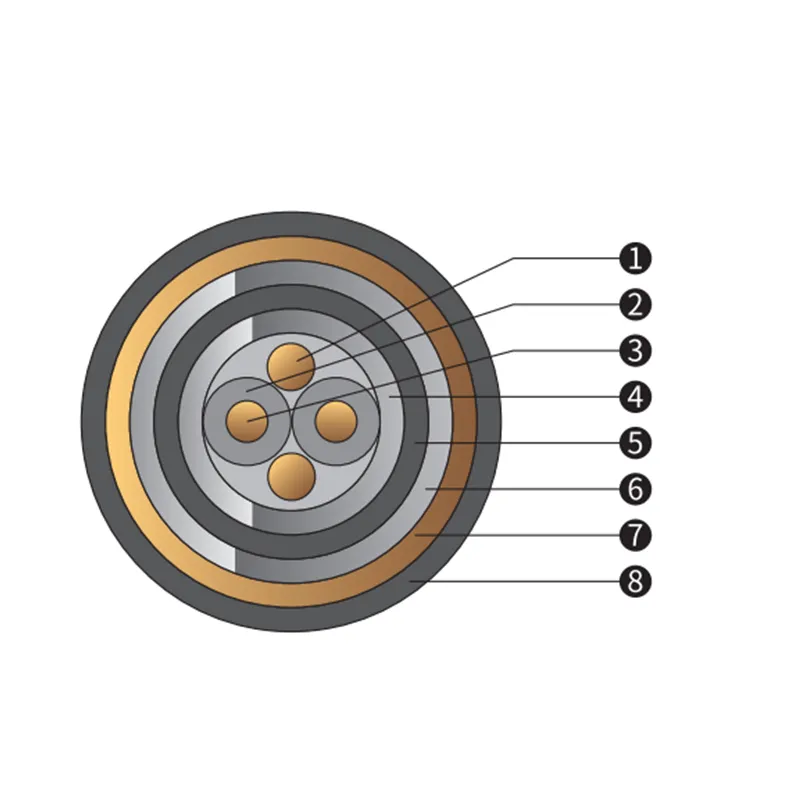
До сих пор встречаю мастеров, которые считают коэффициент усадки 2:1 маркетинговой уловкой. Работая с продукцией ООО Шэньси Цзиньхао Электромеханическая Технология, убедился – их трёхслойные трубки действительно дают равномерное обжатие без пузырей. Проверял на кабелях до 10 кВ.
Критичный нюанс – температура прогрева. Для толстостенных трубок недостаточный нагрев оставляет микрополости, а перегрев ведёт к деформации. Вывел эмпирическую формулу: +120°C для поперечного сечения до 50 мм2, +140°C для крупных сечений.
Особенно сложно с коаксиальными кабелями – здесь термоусадка должна сохранять волновое сопротивление. Стандартные решения не всегда подходят, приходится подбирать специализированные материалы. На сайте jhjd.ru видел интересные варианты с медным экранированием.
Экранирование: тонкости, которые не пишут в инструкциях
Медная оплётка – головная боль при разделке. Если распушить концы – теряется защита от ЭМ помех. Пробовал пропоять по окружности – помогает, но трудоёмко. Сейчас используем токопроводящие клеи-герметики, хотя для ответственных объектов всё равно дублируем механическим креплением.
Заметил интересную зависимость: при использовании кабелей от ООО Шэньси Цзиньхао с двойным экранированием (фольга+оплётка) вероятность наводок снижается на 15-20%. Особенно заметно на линиях длиной свыше 100 метров.
Важный момент – заземление экрана. Как-то пришлось переделывать целую систему АСУ ТП из-за контурных токов. Теперь всегда проверяем разность потенциалов между точками заземления.
Маркировка: кажущаяся мелочь
Бирочки ПВХ – пережиток. В агрессивных средах (химзаводы, порты) текст стирается за полгода. Перешли на лазерную гравировку – дороже, но надёжнее. Кстати, у китайских коллег с jhjd.ru есть интересные решения со встроенными RFID-метками.
Цветовая маркировка – отдельная тема. По старой памяти многие используют красный для фазных проводов, но в системах постоянного тока это может ввести в заблуждение. Разработали внутренний стандарт с учётом типа напряжения.
Самая сложная маркировка – при ремонте существующих линий. Часто приходится составлять карты расключения прямо на объекте. Здесь выручают термотрансферные принтеры – но нужны специальные этикетки, обычные отваливаются при перепадах температур.
Критические случаи из практики
Запомнился инцидент на металлургическом комбинате – кабель КВВГ проложенный в лотке внезапно потерял изоляционное сопротивление. Оказалось – конденсат + пары кислоты. Пришлось экстренно менять на кабель с полимерной изоляцией, благо у ООО Шэньси Цзиньхао нашлись подходящие варианты с доставкой.
Другой показательный случай – монтаж системы видеонаблюдения в тоннеле. Вибрация от поездов привела к истиранию оболочки стандартного кабеля. Применили виброустойчивые марки с дополнительной броней – проблема исчезла.
Сейчас всё чаще сталкиваемся с комбинированными кабелями (питание+оптика). Их обработка требует особого подхода – например, нельзя допускать изгибов волокна при разделке. Разработали пошаговую инструкцию для монтажников, снизили процент брака с 7% до 0.8%.
Перспективные технологии
Присматриваюсь к холодной усадке – интересная альтернатива термоусадке для труднодоступных мест. Правда, стоимость пока кусается. Тестировали на объектах jhjd.ru – для подземных соединений показала себя лучше традиционных методов.
Автоматизация обработки – пока слабое место. Полуавтоматические станки для зачистки есть, но для российских условий часто оказываются избыточными. Хотя для серийного производства – незаменимая вещь.
Интересное направление – самовосстанавливающаяся изоляция. В лабораторных условиях видел образцы – при микротрещинах материал полимеризуется. Жду когда появится в промышленных масштабах.
Выводы, которые не принято озвучивать
Главный парадокс – чем дороже оборудование для обработки, тем выше требования к квалификации персонала. Купили японский стриппер за 3000$ – пришлось обучать людей три недели.
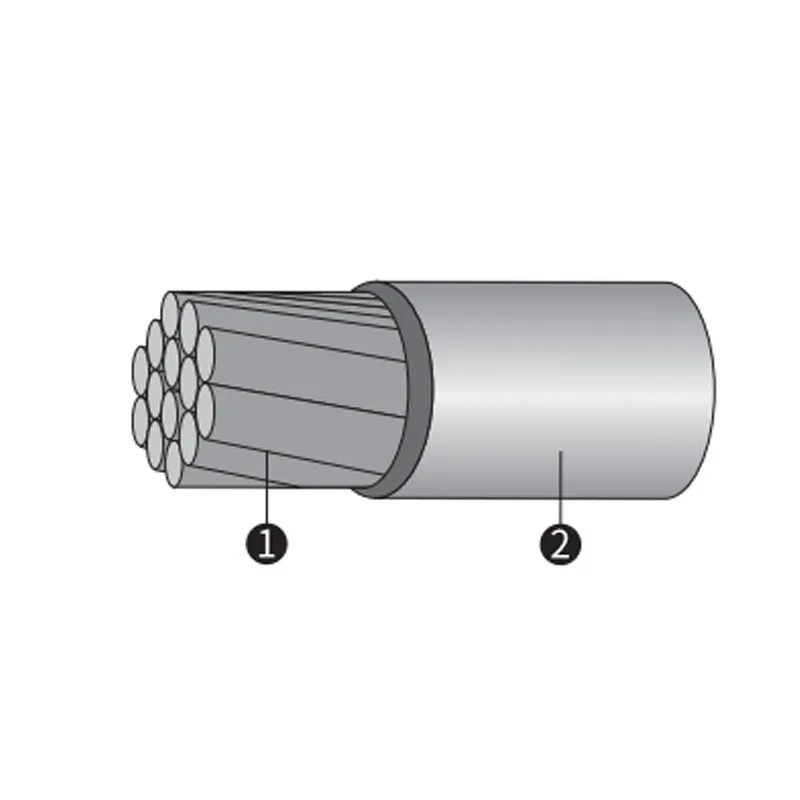
На практике 70% дефектов возникает не из-за материалов, а из-за нарушения технологии. Особенно при работе с многопроволочными жилами – их легко повредить при зачистке.
Современные кабели требуют современного подхода. Старые ГОСТы часто не успевают за новыми материалами. Поэтому приходится сочетать нормативы с практическим опытом – как в решениях от ООО Шэньси Цзиньхао Электромеханическая Технология, где традиционные технологии дополнены инновационными материалами.
Соответствующая продукция
Соответствующая продукция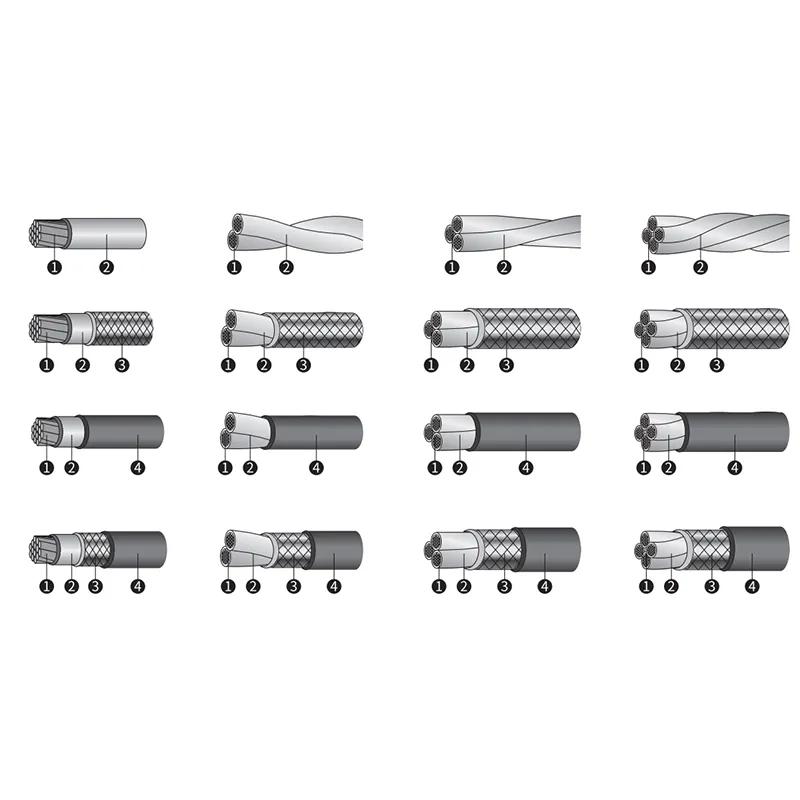





Самые продаваемые продукты
Самые продаваемые продукты-
 Экранная оплетка
Экранная оплетка -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
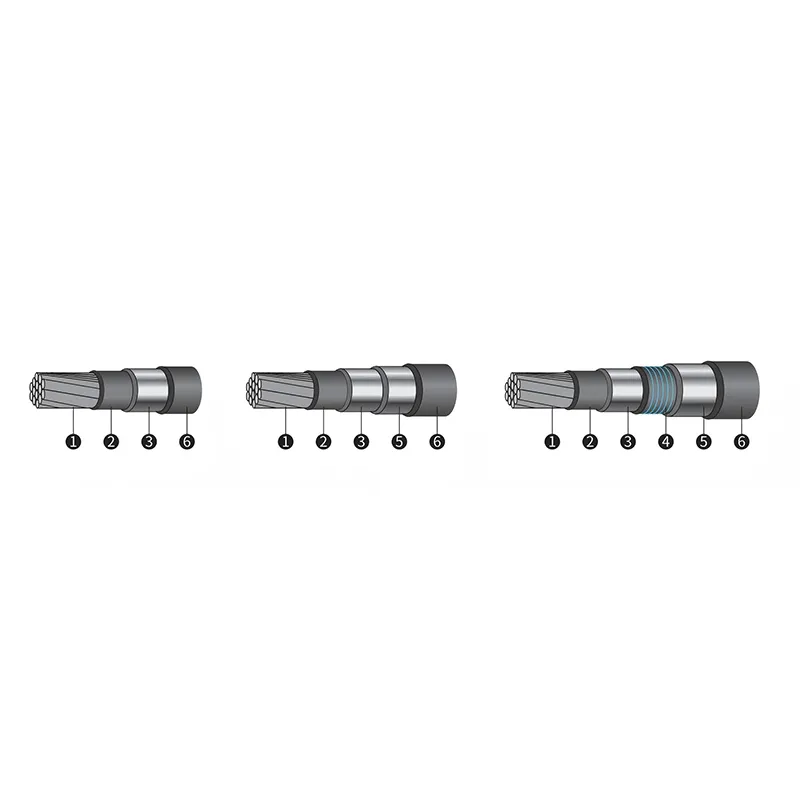
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
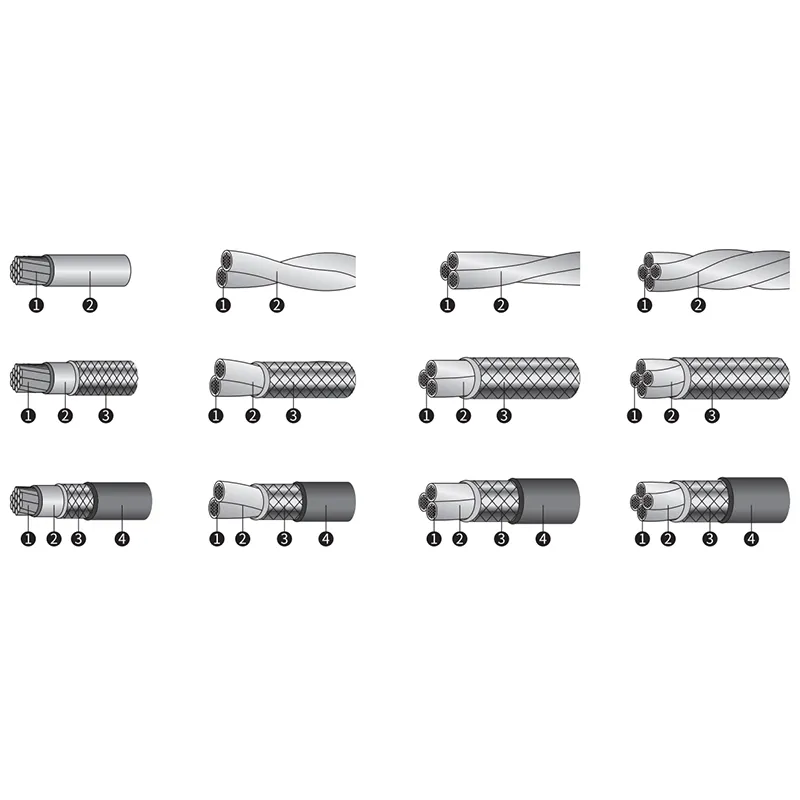
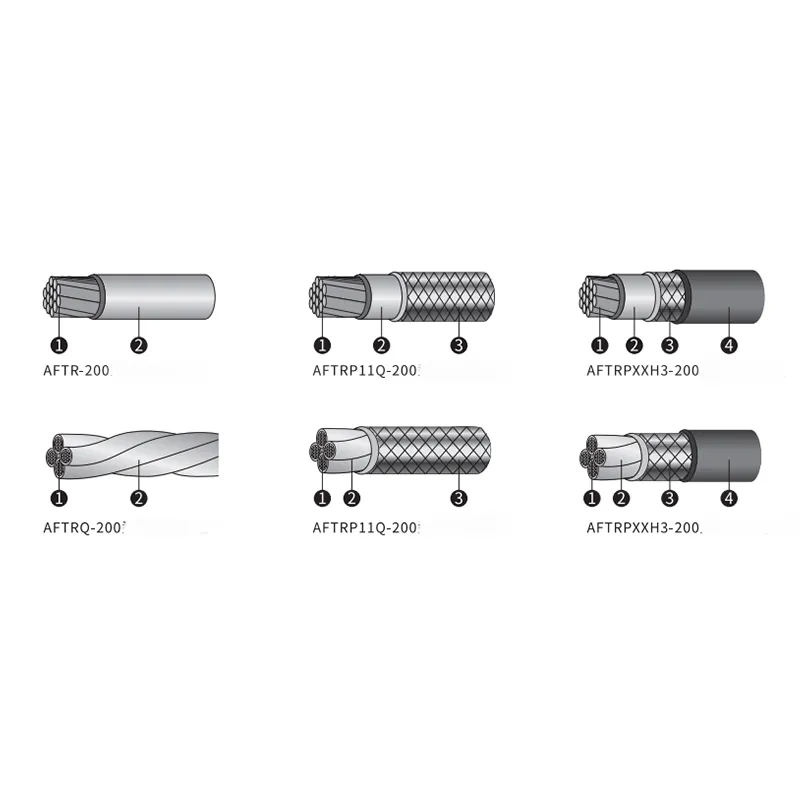 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
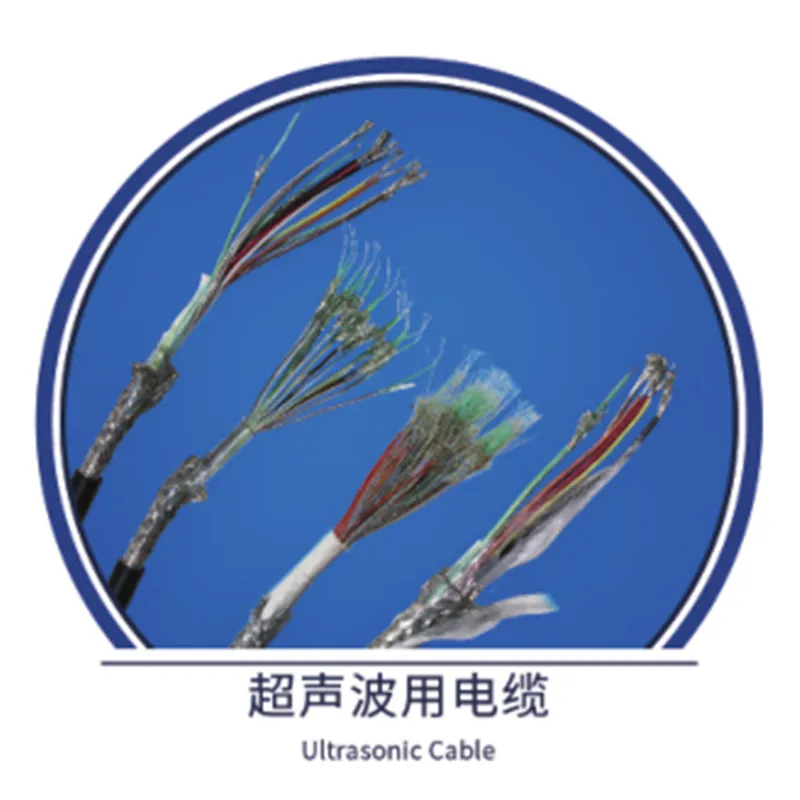 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
 Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF
Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Потребительские кабельные жгуты
Потребительские кабельные жгуты
Связанный поиск
Связанный поиск- коннектор dp
- 6p4c коннектор
- коннектор rj 45 7 категории
- электрические разъемы и соединители на 220 вольт
- коннектор для ивл
- терминал сбора и хранения данных
- разъем электрический 4х пиновый
- Гидротехнические кабели для проекта Переброска вод с Юга на Север
- высоковольтный мягкий кабель с разъемом
- коннектор 90 градусов