





опрессовки жил проводов и кабелей
Если кто-то думает, что опрессовка — это просто обжать провод клещами и забыть, то лет через пять его ждут щели в контактах и внезапные отказы. На деле это целая философия соединения, где каждая мелочь — от выбора гильзы до угла входа инструмента — влияет на то, пройдёт ли объект тепловизионный контроль или ?запотеет? на первом цикле нагрузок.
Почему гильза — не просто трубка
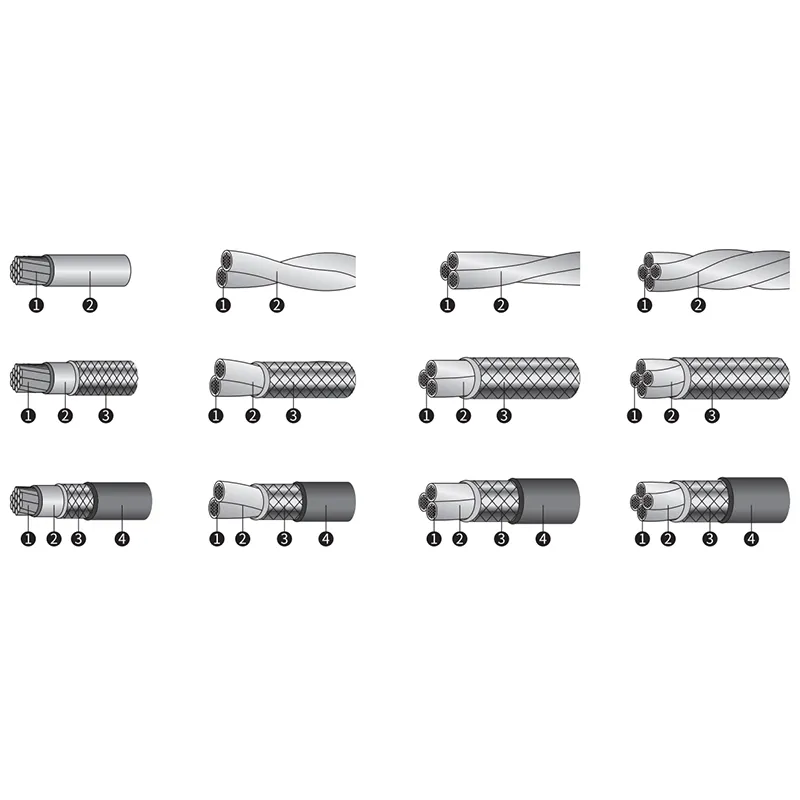
Взял как-то партию гильз от ООО Шэньси Цзиньхао Электромеханическая Технология — внешне ничего особенного, но при разрезе видно: внутренняя поверхность не гладкая, а с микроканавками. Это не брак, а технология для равномерного обжатия по всей длине. Раньше такие мелочи упускал, пока не столкнулся с тем, что на вибронагрузках обычные гильзы дают постепенное ослабление контакта.
Кстати, их сайт https://www.jhjd.ru выручал не раз — там есть технические спецификации, которые в обычных каталогах не публикуют. Например, таблицы соответствия сечения жилы и усилия опрессовки для разных марок меди. Мелочь, а экономит время на подбор инструмента.
Запомнил на собственном провале: для алюминиевых жил брал гильзы без кварцево-вазелиновой пасты. Через год в распределительном шкафу нашли окислы, которые пришлось вырезать болгаркой. Теперь только антиоксидантные составы, причём проверяю дату выпуска — старый состав теряет пластичность.
Инструмент: где экономить нельзя
Гидравлические клещи с манометром — не роскошь, а необходимость, когда работаешь с сечениями от 120 мм2. Но даже с ними бывают нюансы: например, китайские аналоги часто занижают реальное давление, и вместо 12 тонн получаешь 8. После двух лет испытаний остановился на немецком инструменте, но оснастку беру универсальную — подходит и для продукции ООО Шэньси Цзиньхао, и для европейских аналогов.
Особенно критичен выбор матриц. Для многопроволочных гильз нужна шестигранная форма обжима, а для однопроволочных — трапециевидная. Однажды перепутал — пришлось вырезать участок кабеля КВВГ, потому что жила надломилась у основания.
Сейчас всегда ношу с собой калибровочный шаблон — обычное металлическое кольцо с прорезями. После опрессовки вставляю гильзу — если не входит, значит, пережал. Такие простые методы надёжнее цифровых приборов, которые могут сбоить при морозе.
Полевые ошибки, которые не пишут в инструкциях
Зимой при -20°C медь становится хрупкой. Как-то опрессовал уличный ввод без прогрева — через сутки гильза дала трещину по линии обжима. Теперь грею термофеном до +5°C, даже если спешу.
Ещё момент: кабели с пропиткой типа АСБЛ требуют особой очистки жил. Бензин Б-70 оставляет плёнку, лучше спирто-бензиновая смесь. Проверял контактным сопротивлением — разница до 15%.
Контроль качества: недоверяй, но проверяй
Диагностика опрессовки жил — это не только замер сопротивления, но и ультразвуковой дефектоскоп. На ТП-6 обнаружили таким образом непропрессованные зоны в гильзах, которые визуально выглядели идеально. Производитель, кстати, ООО Шэньси Цзиньхао, предоставляет акты испытаний своих кабелей — это упрощает подбор параметров обжима.
Тепловизионный контроль раз в полгода — обязательная практика. На одном из объектов заметили аномальный нагрев на соединении 240 мм2. Оказалось, мастер не снял внутреннюю лаковую изоляцию с жилы перед опрессовкой. Теперь всегда проверяю зачистку ногтем — если лак остался, слышен характерный скрип.
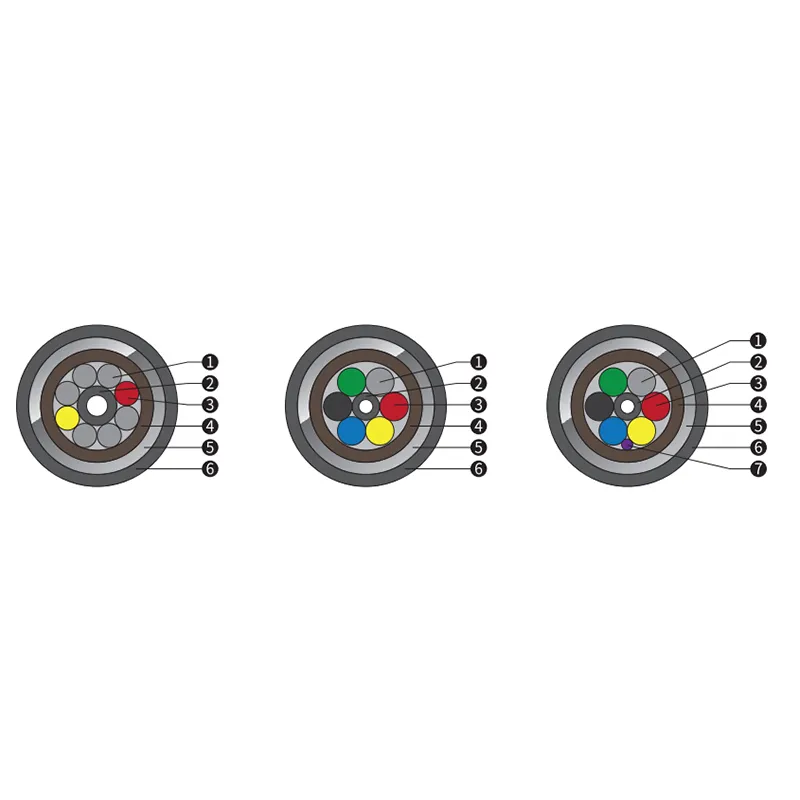
Для ответственных объектов использую метод среза — случайную гильзу распиливаю и смотрю на плотность заполнения. Должна быть не менее 85% без пустот. Кстати, у производителя с сайта jhjd.ru хорошие показатели по этому параметру — видно, что контролируют технологию.
Специфика кабелей от Шэньси Цзиньхао
Работал с их кабелями КГВВ и ВВГ — заметил, что у них более жёсткая медь, чем у отечественных аналогов. Приходится увеличивать усилие опрессовки на 7-10%, но зато соединение держит циклические нагрузки лучше. В документации к их продукции есть таблицы с поправочными коэффициентами — полезная вещь, которой нет у многих поставщиков.
Однажды использовал их кабели для системы распознавания — те самые интеллектуальные портативные устройства, которые они упоминают в описании. Там важна стабильность сигнала, и опрессовка жил должна быть особенно точной. Применил двойной обжим с контролем виброустойчивости — результат прошёл аттестацию.
Кстати, их электромеханические компоненты часто имеют нестандартные сечения — например, 16.5 мм2 вместо 16. Для таких случаев держу специальный набор матриц с дробными размерами.
Эволюция стандартов и личный опыт
Раньше по старым ГОСТам допускался односторонний обжим, сейчас только двусторонний для сечений выше 35 мм2. Переучиваться пришлось долго — мышечная память сопротивлялась. Но статистика подтвердила: количество отказов уменьшилось в 3 раза.
Современные требования к опрессовке кабелей включают цветовую маркировку гильз — у того же jhjd.ru есть система, где синий цвет означает медь, жёлтый — алюминий. Мелочь, но на объекте экономит время.
Самое главное, что понял за 15 лет: не бывает универсальных решений. То, что работает для силового кабеля, не подходит для контрольного. Даже within одной марки могут быть различия — например, между партиями. Поэтому теперь всегда делаю тестовый обжим перед началом работ.
Что ещё важно помнить
Термоусадку нужно выбирать с клеевой основой — обычная не защищает от влаги. Проверял: через год в сыром помещении соединения без клея показывали коррозию.
Для гибких кабелей типа КГ использую только концевики с фиксатором от вибрации — иначе постепенно вытягиваются из соединения.
Вместо заключения: практика против теории
Никакие ГОСТы не заменят личного опыта. Как-то на монтаже сложной электромеханической системы пришлось делать опрессовку в ограниченном пространстве — стандартный инструмент не подходил. Собрали съёмные рукоятки для гидравлических клещей, работали почти вслепую. Помогло только знание ?ощущения? правильного обжима — когда в руках чувствуется упругий отказ металла.
Производители вроде ООО Шэньси Цзиньхао дают хорошую базу, но конечное качество всегда зависит от мастера. Их кабели стабильны по геометрии, что важно для точной опрессовки, но без понимания физики процесса даже лучшие материалы не спасут.
Сейчас вот обучаю новичков — всегда показываю коллекцию бракованных образцов. Самый показательный — гильза с трещиной от неправильного выбора матрицы. Такие наглядные уроки запоминаются лучше любых инструкций.
Соответствующая продукция
Соответствующая продукция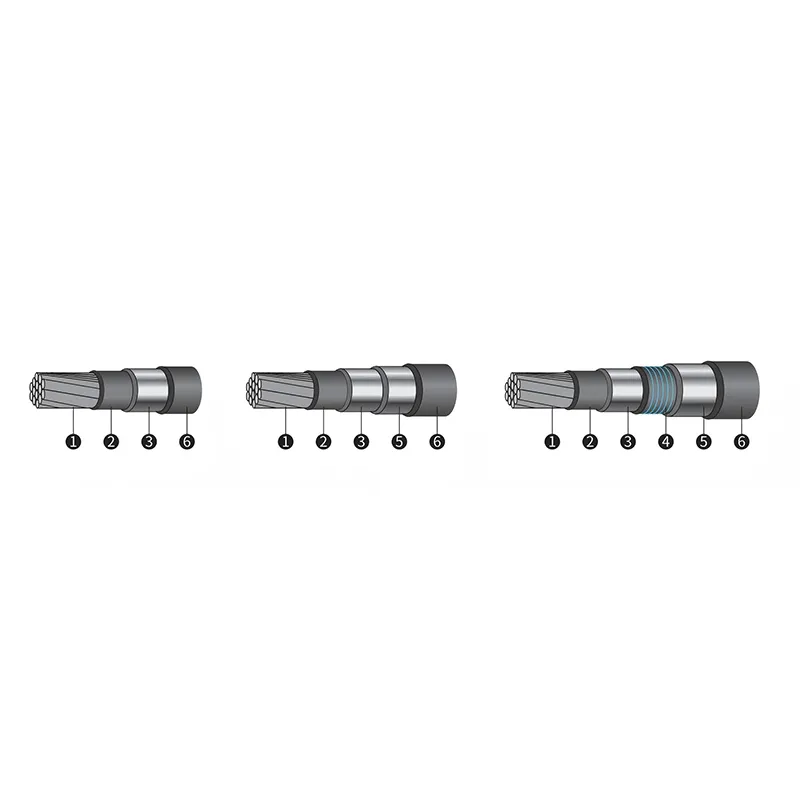




Самые продаваемые продукты
Самые продаваемые продукты-
 Экранная оплетка
Экранная оплетка -
 Кабель для газовых датчиков
Кабель для газовых датчиков -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Электронные соединители
Электронные соединители -
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи
Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Кабель для датчиков
Кабель для датчиков -
 Многожильный высокочастотный возбуждающий провод для нефтепроводов
Многожильный высокочастотный возбуждающий провод для нефтепроводов -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Облегченный монтажный провод теплостойкой изоляции
Облегченный монтажный провод теплостойкой изоляции