





пайка жил проводов и кабелей
Если честно, когда слышу про пайку жил, сразу вспоминаю эти вечные споры на объектах: одни кричат про флюсы-припои, другие тычут в ГОСТы. А по факту-то 80% проблем с соединениями идут от непонимания базовых вещей — будь то многожильный контрольный кабель или силовой на 380В. Вот, к примеру, китайская компания ООО Шэньси Цзиньхао Электромеханическая Технология (https://www.jhjd.ru) — они хоть и не паяльники производят, но их кабельная продукция как раз требует грамотного подхода к соединениям. И да, их профиль — электронные кабели и электромеханические компоненты — это та самая область, где пайка из кустарного процесса превращается в технологическую операцию.
Основные ошибки при работе с многожильными проводниками
Видел как-то на монтаже щитков — парень пытается залудить скрутку из 5 жил кабеля КВВГ. Греет паяльником на 100Вт, флюс шипит, припой скатывается шариками. Итог: перегрев изоляции, холодная пайка и гарантированное нарушение контакта через полгода. А всё почему? Не учёл главное: для пайки жил многопроволочных нужен не только правильный температурный режим, но и подготовка поверхности. Медь-то у нас окисляется мгновенно — особенно в кабелях с ПВХ изоляцией, где пластификаторы ускоряют процесс.
Кстати, про изоляцию — отдельная тема. Взять те же кабели от Шэньси Цзиньхао: у них в электронных кабелях часто встречается тефлоновая изоляция. Попробуй её перегреть при пайке — получишь не только деградацию диэлектрических свойств, но и выделение токсичных паров. Приходилось сталкиваться: на производстве систем распознавания собирали жгут датчиков, так там припоя ПОС-61 ушло в три раза больше расчётного — именно из-за теплоотвода от тефлона.
И ещё про флюсы. Казалось бы, элементарно — бери канифоль и паяй. Но когда работаешь с кабелями для электромеханических систем (как раз область специализации jhjd.ru), часто сталкиваешься с никелированными или лужёными жилами. Тут обычная канифоль уже не справляется — нужны активные флюсы. Но и тут палка о двух концах: если не отмыть остатки, через год в месте пайки начнётся коррозия. Проверено на горьком опыте при ремонте кабельных сборок для портативных сканеров.
Промышленные методы vs гаражные решения
На серьёзных производствах, типа того же ООО Шэньси Цзиньхао, пайку давно автоматизировали. Волновые паяльные ванны, индукционные нагреватели — но это для печатных плат. А когда речь идёт о кабельных сборках, часто возвращаемся к ручным методам. Правда, с поправкой на технологичность: например, для пайки экранированных жил используем токопроводящие адгезивы — чтобы сохранить ЭМС-характеристики.
Запомнился случай с монтажом сигнальных линий АСУ ТП. Техзадание требовало пайку жил сечением 0.35 мм2 с последующей термоусадкой. Сделали всё по ГОСТу, но через месяц — сбой в системе распознавания. Вскрыли — а там в месте пайки микротрещина. Причина? Не учли вибрационную нагрузку — кабель-то был в подвижном шлейфе. Пришлось переделывать с дополнительным армированием.
Кстати, про инструмент. Многие до сих пор считают, что для пайки кабелей хватит любого паяльника. Ан нет — для силовых жил от 6 мм2 нужен уже паяльный трансформатор или термофен с точной регулировкой. Особенно когда работаешь с кабелями питания для электромеханического оборудования — там и сечения побольше, и требования к механической прочности соединения жёстче.
Нюансы работы с кабелями специального назначения
Вот где начинается настоящий экстрим — так это при пайке высокочастотных кабелей. Помню, собирали систему телеметрии, использовали коаксиальный кабель от jhjd.ru. Казалось бы, паяй центральную жилу — и всё. Но нет — если перегреть диэлектрик, волновое сопротивление поплывёт, и прощай, стабильный сигнал. Пришлось разрабатывать технологию пайки с термокомпенсацией.
С гибкими кабелями для робототехники — отдельная история. Там жилы часто из тончайших проволок, и при пайке они легко пережигаются. Научились использовать низкотемпературные припои типа ПОСВ-33 — плавится при 130°C, зато не портит термическую стабильность меди. Кстати, именно такие решения часто требуются для кабелей в интеллектуальных устройствах распознавания — как раз по специализации компании с сайта https://www.jhjd.ru.
А вот с алюминиевыми жилами вообще отдельный разговор. Многие до сих пор пытаются паять их как медь — и получают окислы с прочностью керамики. Специальные флюсы для алюминия — да, помогают, но требуют ювелирной точности в дозировке. На одном из объектов пришлось вообще отказаться от пайки в пользу опрессовки — когда поняли, что условия эксплуатации не позволяют гарантировать стабильность соединения.
Взаимодействие материалов: что нельзя упускать
Часто вижу, как люди паяют медные жилы к латунным клеммам — и удивляются, почему соединение разрушается через полгода. Гальваническая пара же, Карл! Особенно критично в электромеханических компонентах, где есть вибрация + влага. Приходится либо использовать переходные покрытия, либо вообще менять концепцию соединения.
Изоляция после пайки — тема на целый семинар. Особенно если речь о термоусаживаемых трубках. Грел-грел строительным феном, а трубка села неравномерно — и вот тебе потенциальное КЗ. Сейчас для ответственных соединений используем двухслойные термотрубки с клеевым слоем — но и тут есть нюанс: если перегреть при пайке жилы, клей потом не активируется нормально.
И ещё про механические нагрузки. Стандартная ошибка — сделать красивую пайку, но забыть про стационарное крепление кабеля. В результате все вибрации передаются на место пайки — и припой, хоть он и пластичен, со временем устаёт. Особенно важно для кабелей в подвижных механизмах — как раз то, с чем часто сталкиваются при сборке устройств распознавания.
Практические советы из личного опыта
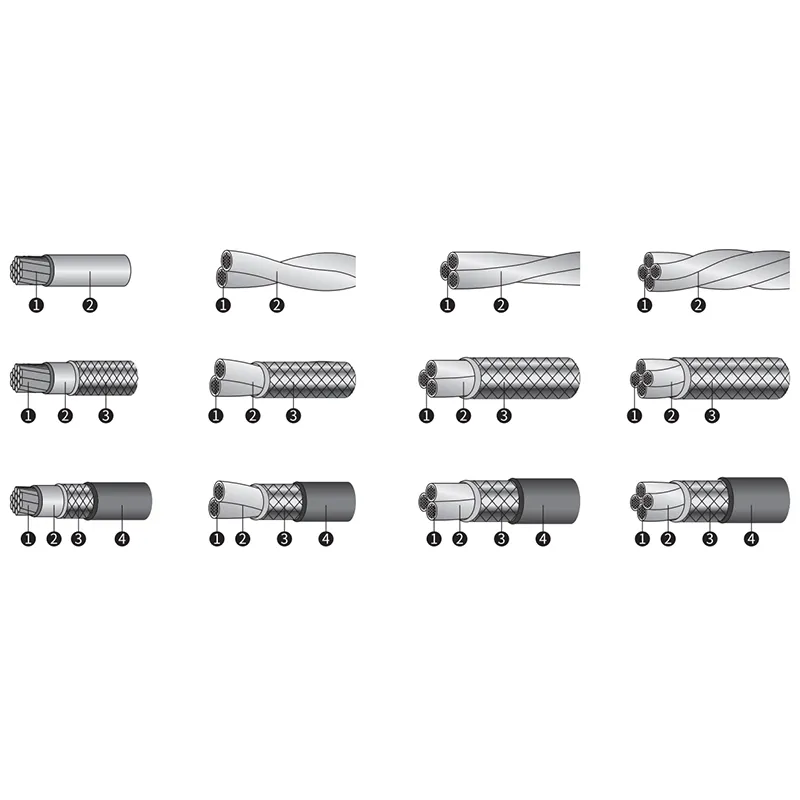
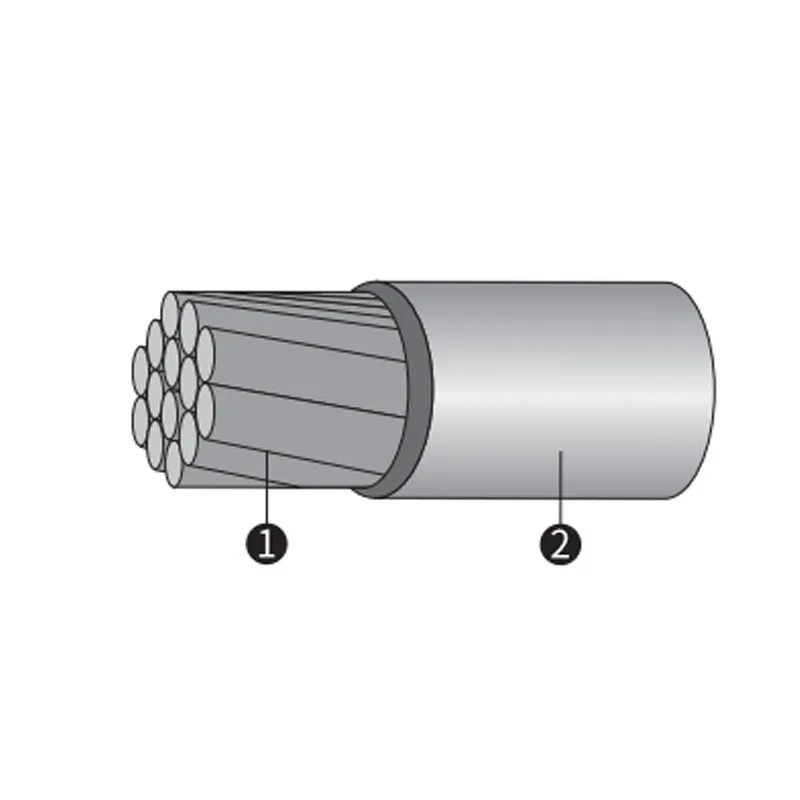
За 15 лет работы выработал своё правило: перед пайкой всегда смотри не только на сечение жилы, но и на её конструкцию. Моножила — одно дело, а многопроволочная — совсем другое. Для последней лучше использовать пайку с предварительным скручиванием и лужением каждой проволочки — да, дольше, но надёжнее.
Температурный контроль — без него никуда. Особенно при работе с тонкими жилами в электронных кабелях. Купил себе пирометр — и жизнь стала проще. Теперь вижу, где перегрел, где недогрел. Кстати, для кабелей с тефлоновой изоляцией (такие часто встречаются в продукции Шэньси Цзиньхао) вообще лучше использовать паяльные станции с точной регулировкой — пусть дороже, но дешевле, чем переделывать сборку.
И последнее: никогда не экономьте на припое. Видел случаи, когда люди паяли кабели питания под нагрузкой дешёвыми припоями с высоким содержанием свинца — получали ползучие трещины из-за термоциклирования. Сейчас использую в основном ПОС-61 или бессвинцовые аналоги — да, сложнее в работе, но зато соединение держит годы даже в уличных условиях.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи
Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи -
 Многожильный высокочастотный возбуждающий провод для нефтепроводов
Многожильный высокочастотный возбуждающий провод для нефтепроводов -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Пленочные переключатели
Пленочные переключатели -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Кабели с низким уровнем шума серии STYV & STFF
Кабели с низким уровнем шума серии STYV & STFF -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
 Кабель для газовых датчиков
Кабель для газовых датчиков -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты