





пайка проводов и кабелей
Когда слышишь 'пайка проводов', многие представляют гараж с паяльником и куском канифоли. Но в промышленных масштабах — это целая наука, где один недогляд ведёт к отказам техники. Вот, к примеру, китайские коллеги из ООО Шэньси Цзиньхао Электромеханическая Технология (их сайт — jhjd.ru) как-то показывали статистику: 30% поломок в электромеханике начинаются с некачественной пайки многожильных кабелей. И ведь проблема не в материалах, а в подходе — до сих пор некоторые монтажники путают температуру пайки медных и алюминиевых жил.
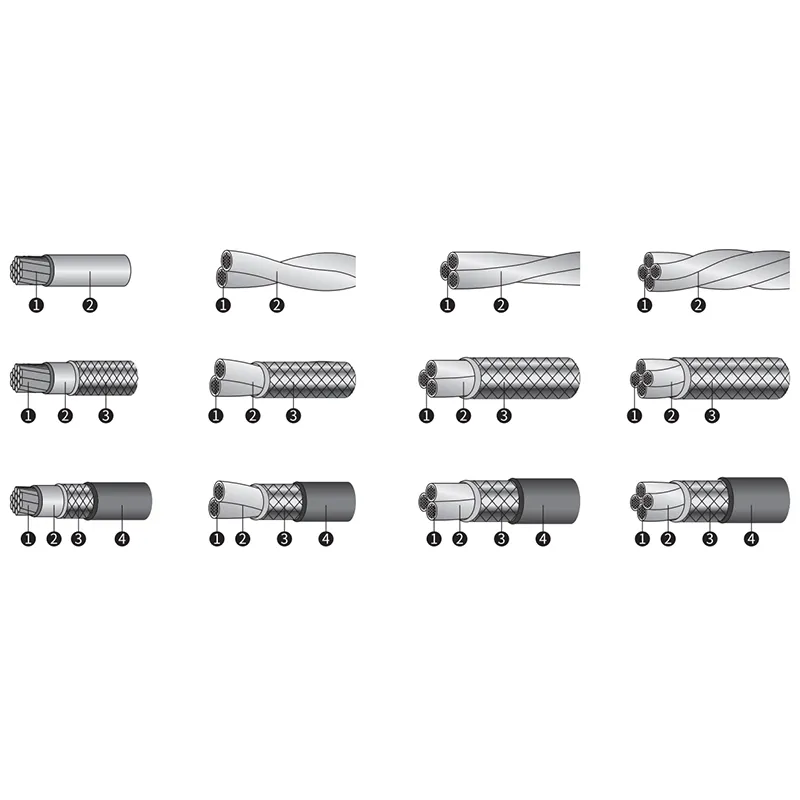
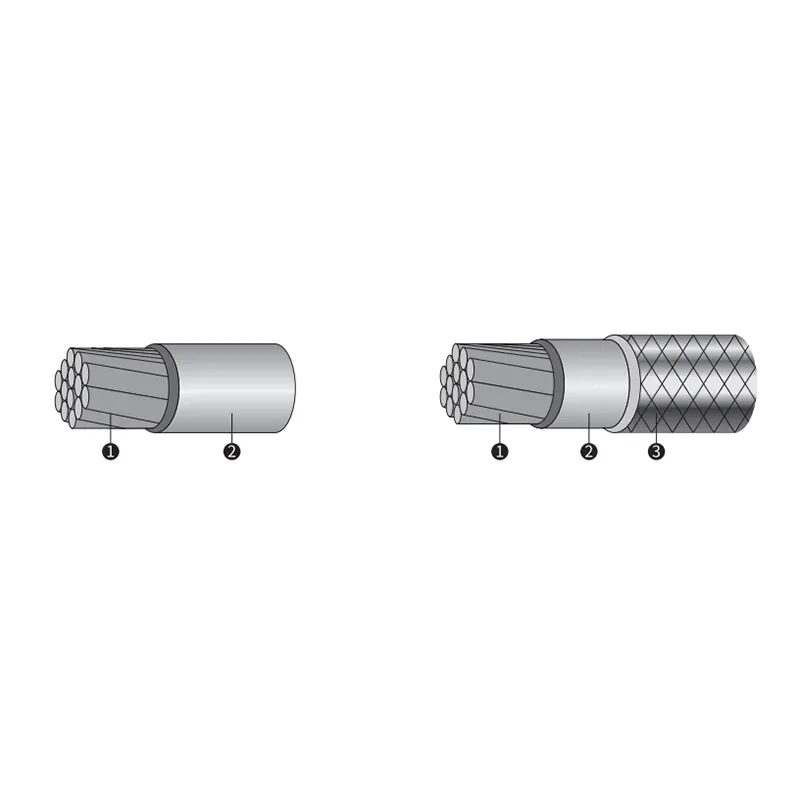
Основные ошибки при пайке многожильных проводов
Замечал, что новички часто пережимают многожильный провод в клемме, а потом пытаются пропаять — получается каша из оплавленной изоляции и окислов. Особенно критично для кабелей передачи данных, где важен импеданс. Как-то разбирали дефектную партию на производстве — оказалось, паяльник был мощностью 100 Вт, а для тонких жил хватает и 25. Перегрев буквально выжег лак с эмалированных проводов.
Ещё забывают про флюс-гель для пайки — лично видел, как используют кислотные составы для электроники. Результат? Коррозия контактов через полгода. Сейчас многие переходят на бескислотные флюсы, те же китайские производители вроде jhjd.ru поставляют их в шприцах — удобно, но нужно приноровиться к дозировке.
А вы знали, что при пайке экранированных кабелей часто 'забывают' про дренажную жилу? Я сам в первом проекте так ошибся — экран висел в воздухе, помехи съедали сигнал. Пришлось перепаивать 200 соединений, запомнил навсегда.
Пайка в полевых условиях: от ремонта до модернизации
В мобильных комплексах распознавания (такие как раз делает Шэньси Цзиньхао) пайка идёт буквально на коленке. Запомнился случай в экспедиции: -20°C, паяльник на газе, а кабель питания лопнул у дрона. Стандартный припой ПОС-60 крошился, выручил только свинцовый ПОС-40 с низкой температурой плавления. Но тут же новая проблема — вибрация. Пришлось дополнительно фиксировать термоусадкой с клеевым слоем.
Кстати, про термоусадку. Многие экономят и используют ПВХ-изоленту, но она со временем отклеивается от масла или топлива. В каталоге jhjd.ru видел специализированные трубки для авиационной техники — дороже, но для критичных соединений безальтернативны.
Особняком стоит пайка гибких кабелей — те, что в робототехнике. Тут классическая ошибка — паять под напряжением. Микротоки от наводок создают интерметаллиды в месте пайки, соединение становится хрупким. Проверял на тепловизоре — такие точки перегреваются первыми.
Оборудование: что реально работает на производстве
Долгое время использовали советские паяльные станции, но для кабелей с тефлоновой изоляцией они не подходят — не держат стабильные 390°C. Перешли на станции с цифровой регулировкой, вроде тех, что поставляет ООО Шэньси Цзиньхао для монтажа электромеханических компонентов. Разница — как между молотком и лазером: меньше перегрева, особенно при работе с тонкопленочными нагревателями.
Важный нюанс — пайка шин заземления. Тут многие пытаются обойтись мощным паяльником, но для сечений от 16 мм2 нужен прогрев газовой горелкой с предварительным лужением. Без этого припой не заполняет межжильное пространство — получаются пустоты, которые со временем окисляются.
Для монтажа в труднодоступных местах (например, в корпусах портативных устройств) перешли на индукционные паяльники. Минус — требуют навыка, зато нет риска спалить соседние компоненты. Китайские коллеги на jhjd.ru как-то демонстрировали пайку разъёмов LEMO — там зазор между контактами 0.3 мм, обычным жалом не подлезешь.
Материалы: от припоев до флюсов
С припоями вечная дилемма — бессвинцовые экологичнее, но требуют более высоких температур. Для алюминиевых кабелей вообще отдельная история — нужны специальные флюсы с абразивами. Как-то пробовали паять алюминиевую шину обычным флюсом — через месяц соединение рассыпалось от окислов.
Заметил тенденцию: производители кабельной продукции (включая Шэньси Цзиньхао) стали поставлять провода с лужёными концами. Это упрощает монтаж, но маскирует дефекты — не видно, медь ли внутри или сплав. Приходится делать выборочный срез.
Интересный случай был с тефлоновыми проводами — их нельзя паять стандартными флюсами, тефлон не смачивается. Пришлось искать флюсы с активаторами на основе триэтаноламина. Нашли через тех же китайских партнёров — оказалось, у них есть линейка для высокотемпературных пластиков.
Контроль качества: что часто упускают
Визуальный осмотр — это лишь вершина айсберга. Для силовых кабелей обязательна проверка на растяжение — если припой потемнел или потрескался, значит был перегрев. На производстве jhjd.ru видел тестер, который дёргает соединение с усилием 5Н — простой, но эффективный метод.
Часто забывают про остатки флюса — они гигроскопичны и со временем проводят ток. Особенно критично для высоковольтных кабелей. Решение — отмывка изопропиловым спиртом, но и тут есть нюанс: некоторые марки спирта оставляют белёсый налёт.
Самый коварный дефект — 'холодная пайка'. Внешне всё идеально, но под микроскопом видно границы зерен. Такие соединения работают месяц-два, потом отваливаются. Обнаружили случайно при анализе отказов кабелей для систем распознавания — оказалось, вибрация выявляет этот дефект быстрее любых тестов.
Эволюция стандартов и личный опыт
За 15 лет работы видел, как менялись требования. Раньше допускалась пайка скруток, сейчас — только сварка или опрессовка. Исключение — электроника, но там и кабели другие. Кстати, в спецификациях ООО Шэньси Цзиньхао чётко прописано: для кабелей сечением до 0.5 мм2 — пайка, свыше — обжим.
Запомнился курьёзный случай: пытались спаять медный провод с омеднённым алюминиевым — вроде бы похожи, но гальваническая пара работает. Через неделю соединение позеленело. Теперь всегда проверяю провод магнитом — медь не магнитится.
Современные тренды — лазерная пайка и ультразвуковая. Для серийного производства уже внедряют, но для ремонта в полевых условиях пока наш 'дедовский' паяльник надёжнее. Хотя на сайте jhjd.ru уже видели портативные лазерные установки — лет через пять, думаю, и до нас дойдут.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Пленочные переключатели
Пленочные переключатели -
 Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW
Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW -
 Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи
Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи -
 Кабель с изоляцией из обмоточной пленки политетрафторэтилена
Кабель с изоляцией из обмоточной пленки политетрафторэтилена -
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Облегченный монтажный провод теплостойкой изоляции
Облегченный монтажный провод теплостойкой изоляции -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов
Связанный поиск
Связанный поиск- кабель контрольный кввгнг 4х1 5
- электрический разъем абс
- быстросъемный электрический разъем
- кабель контрольный кввг 19х 1.5
- кабель высокочастотный квдрм
- изготовление специальных кабелей морские
- Коаксиальные радиочастотные кабели
- высоковольтный соединительный кабель со штепселем расположен
- терминал сбора данных окпд 2
- провода и кабели в системах автоматики