





пин хедер
Когда речь заходит о пин хедерах, большинство представляют себе просто ряд контактов на плате. Но на практике этот элемент куда сложнее - от выбора материала до совместимости с кабельной сборкой. В работе с электронными кабелями мы в ООО Шэньси Цзиньхао Электромеханическая Технология постоянно сталкиваемся с ситуациями, когда клиенты недооценивают важность правильного подбора пин хедер.
Что скрывается за простым названием
Если взять стандартный пин хедер от того же JHX, который мы часто используем в сборках для промышленного оборудования - его контакты имеют особое покрытие. Не то золотое напыление, о котором все сразу думают, а многослойное покрытие с промежуточным никелевым барьером. Именно это предотвращает миграцию меди в припой при пайке волной.
Кстати, о пайке - многие техники до сих пор считают, что можно брать любой пин хедер с подходящим шагом контактов. Но при пайке бессвинцовыми припоями с температурой выше 260°C пластиковый корпус деформируется, если не рассчитан на такие режимы. У нас был случай на сборке контроллеров, когда пришлось менять всю партию из-за этого нюанса.
Шаг контактов - отдельная история. 2.54 мм воспринимаются как стандарт, но в портативных устройствах распознавания, которые мы разрабатываем, часто требуется 1.27 мм или даже 0.8 мм. И здесь уже вступают в игру совсем другие требования к точности монтажа.
Практические сложности при монтаже
В электромеханических сборках для медицинского оборудования мы столкнулись с проблемой вибрации. Стандартные пин хедер с одинарной фиксацией расшатывались за 2-3 месяца эксплуатации. Решение нашли в конструкции с двойными защелками - но пришлось пересматривать всю концепцию разъемных соединений в устройстве.
При сборке кабельных жгутов важно учитывать не только сам коннектор, но и инструмент для обжима. Дешевые китайские обжимки за 3000 рублей против профессиональных за 25000 - разница не только в цене. Первые дают неравномерное обжатие, что через полгода эксплуатации выливается в нарушение контакта.
Особенно критично это для интеллектуальных устройств распознавания, где даже кратковременный обрыв связи приводит к сбою в работе алгоритмов. На сайте https://www.jhjd.ru мы как раз указываем рекомендуемый инструмент для каждого типа коннекторов - это не реклама, а необходимость.
Материалы и их влияние на надежность
PBT против PA66 - вечная дискуссия в производстве пин хедер. Первый лучше держит температуру, второй - стабильнее механически. Для уличного оборудования мы используем PBT с добавками, для внутренних устройств - чаще PA66. Но есть нюанс: некоторые производители экономят на стабилизаторах, и после 1000 часов работы при 85°C пластик начинает крошиться.
Контакты из фосфорной бронзы против латуни - здесь разница в упругости. Для разъемов с частыми подключениями/отключениями только фосфорная бронза, иначе контактная площадка проседает после 50-100 циклов. Проверяли на тестовых стендах - разница в ресурсе достигает 3-4 раз.
Покрытие контактов - здесь спектр от оловянного до золотого. Для большинства применений достаточно selective gold с толщиной 0.3-0.5 μm на контактных площадках. Полное золочение всего контакта - излишняя роскошь, если только речь не идет о высокочастотных сигналах или микроамперных токах.
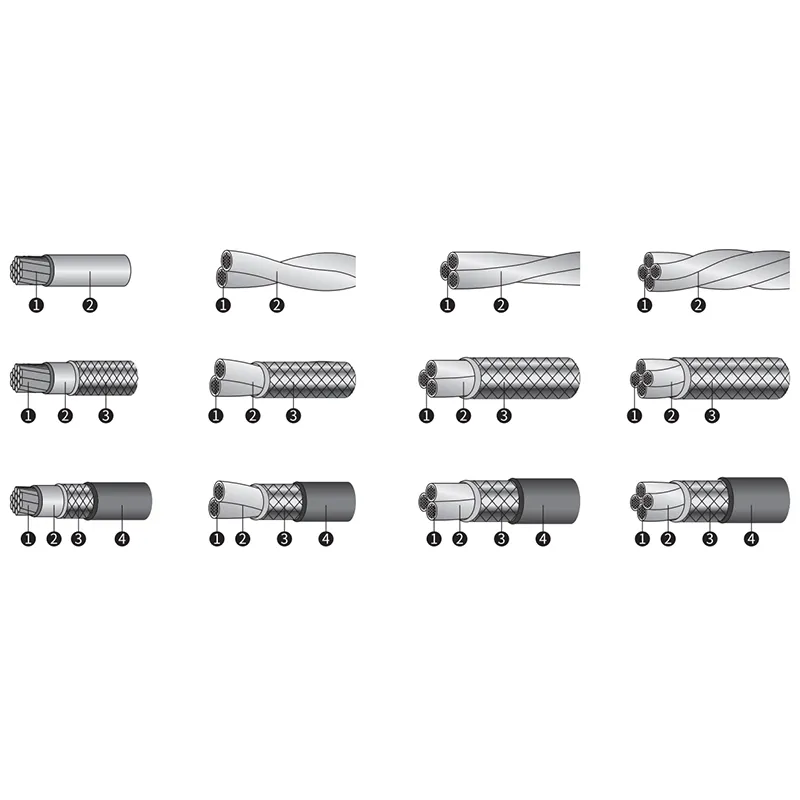
Совместимость с кабельными сборками
При проектировании электромеханических компонентов часто упускают из виду совместимость пин хедер с экранированием кабеля. Если экран не заведен правильно, вся EMI/EMC защита идет насмарку. Мы в ООО Шэньси Цзиньхао Электромеханическая Технология разработали специальные переходные пластины для таких случаев.
Сечение проводников - еще один подводный камень. Для пин хедер с шагом 2.54 мм максимальное сечение обычно 0.5 mm2, но некоторые пытаются впихнуть 0.75 mm2. В результате нарушается геометрия контакта, падает усилие обжатия.
Цветовая маркировка - кажется мелочью, но на производстве экономит минуты на каждой сборке. Мы стандартизировали цвета для разных типов сигналов: синий для данных, красный для питания, черный для земли. Мелочь, а упрощает жизнь.
Ошибки при выборе и их последствия
Самая распространенная ошибка - экономия на тестовых образцах. Заказывают партию пин хедер без тестирования в реальных условиях, а потом оказывается, что посадочные размеры не соответствуют платам. У нас был проект, где из-за 0.1 мм разницы в ширине коннектора пришлось переделывать 500 плат.
Игнорирование температурного диапазона - для офисной техники это не критично, но для промышленного оборудования разница между -20°C и -40°C может быть фатальной. Пластик становится хрупким, контакты теряют упругость.
Несоответствие сертификациям - многие забывают, что для медицинского или автомобильного оборудования нужны не просто пин хедер, а компоненты с соответствующими сертификатами. UL, VDE, ISO - не просто буквы, а гарантия того, что компонент прошел необходимые испытания.
Перспективы развития технологии
Сейчас наблюдается тенденция к миниатюризации - шаг 0.5 мм становится все более распространенным, появляются решения с 0.3 мм. Но здесь возникает проблема с надежностью - такие тонкие контакты требуют ювелирной точности при монтаже.
В интеллектуальных устройствах распознавания все чаще используются комбинированные пин хедер с смешанными сигналами - силовые контакты рядом с высокоскоростными цифровыми. Это создает новые вызовы в проектировании развязки и экранирования.
Материалы тоже не стоят на месте - появляются композиты с улучшенными диэлектрическими свойствами, позволяющие уменьшить расстояние между контактами без риска пробоя. Для высоковольтных применений это особенно актуально.
Выводы из практического опыта
За годы работы с электронными кабелями и разъемами мы пришли к простому правилу: пин хедер нужно выбирать не по каталогу, а по реальным испытаниям. Ни одна спецификация не заменит тестовую сборку и проверку в условиях, приближенных к эксплуатационным.
Стоит обращать внимание не только на сам коннектор, но и на совместимые компоненты - обжимной инструмент, монтажные приспособления, контрольное оборудование. Часто проблема оказывается не в самом пин хедер, а в сопутствующем оборудовании.
И главное - не существует универсального решения. То, что идеально подходит для стационарного промышленного оборудования, может быть совершенно неприемлемо для портативных устройств распознавания. Каждая application требует своего подхода, своих компромиссов и своих решений.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Кабели с низким уровнем шума серии STYV & STFF
Кабели с низким уровнем шума серии STYV & STFF -
 Кабель для газовых датчиков
Кабель для газовых датчиков -
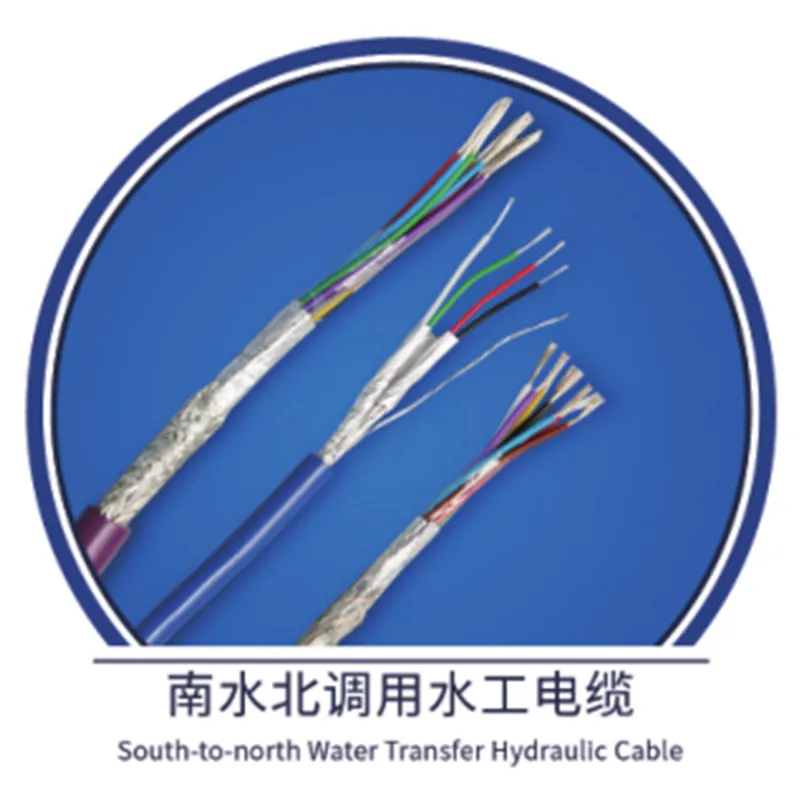 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
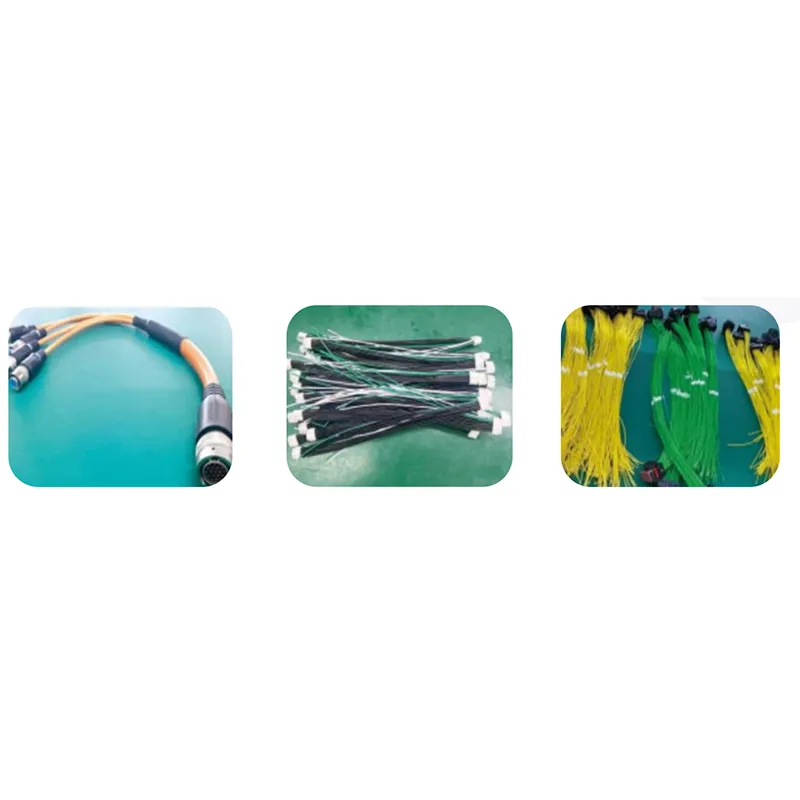
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Облегченный монтажный провод теплостойкой изоляции
Облегченный монтажный провод теплостойкой изоляции -
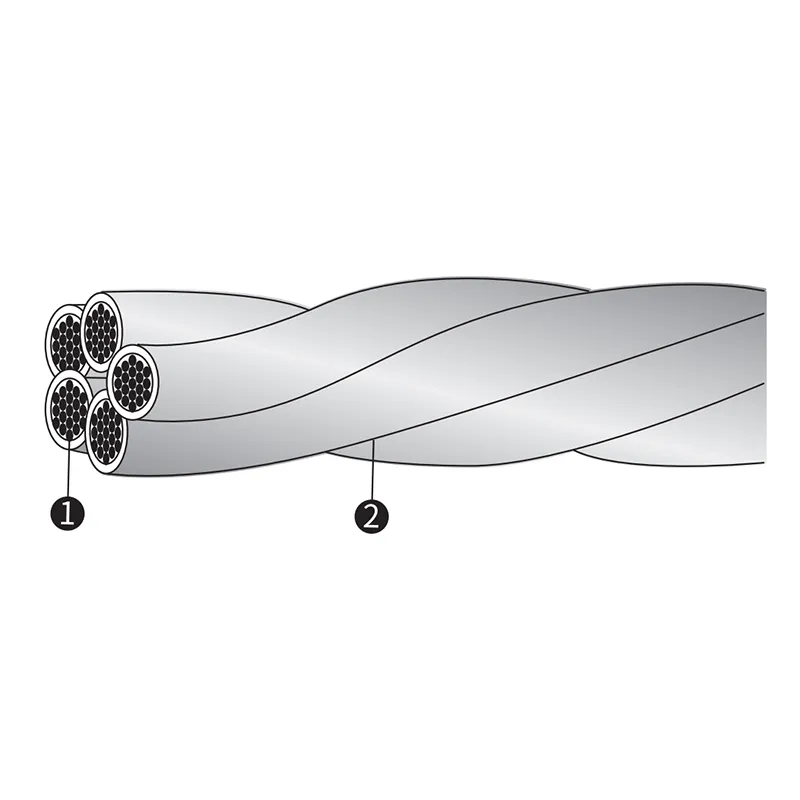
 Многожильный высокочастотный возбуждающий провод для нефтепроводов
Многожильный высокочастотный возбуждающий провод для нефтепроводов