





сварочные кабеля и провода
Вот уже лет десять работаю со сварочным оборудованием, и до сих пор вижу, как многие коллеги недооценивают роль кабелей. Все гонятся за новыми инверторами, а про сварочные кабеля думают в последнюю очередь. А зря – именно они часто становятся причиной нестабильной дуги или перегрева аппарата. Помню, на стройке в Новосибирске как-то использовали старые провода с потрескавшейся изоляцией – в итоге потеряли полдня на поиск обрыва. И таких случаев – масса.
Выбор сечения: не всё так однозначно
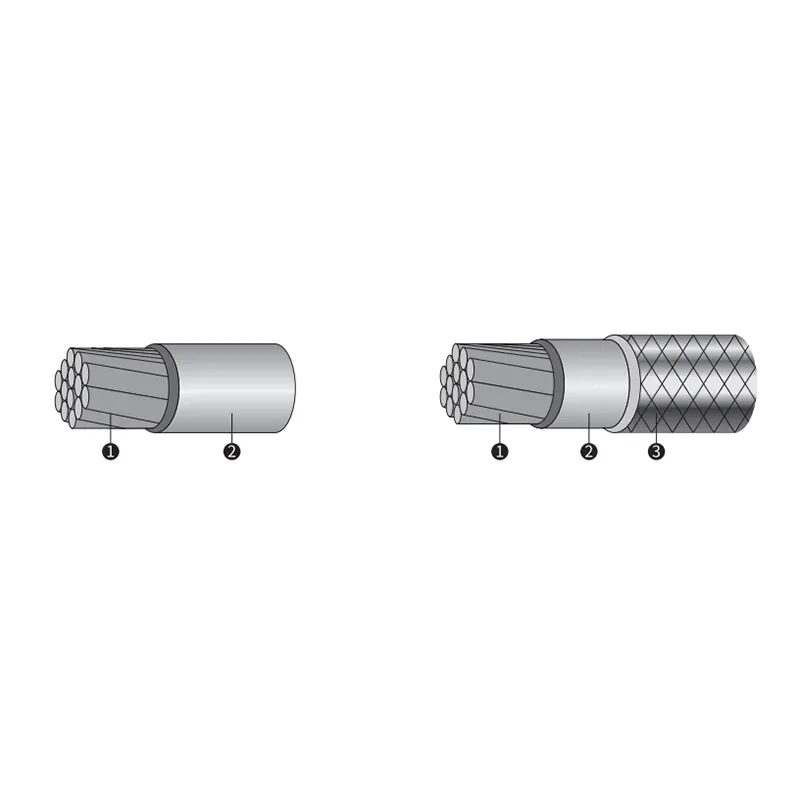
Многие берут кабель ?с запасом?, скажем, 50 мм2 для полуавтомата на 200 А. Но на деле это не всегда оправдано – такой провод тяжелее, его неудобно таскать по эстакадам или в тесных помещениях. Для тех же 200 А часто хватает и 35 мм2, если медь качественная. Кстати, о меди – вот где собака зарыта. Китайские производители иногда добавляют примеси, из-за чего жила становится хрупкой. Проверял как-то партию кабелей КГ 1×35 – на изломе виден неестественный блеск, верный признак низкосортного материала.
Советую обращать внимание на продукцию ООО Шэньси Цзиньхао Электромеханическая Технология – у них в каталоге есть модели с двойной изоляцией из EPDM-резины. Для северных регионов особенно актуально: при -40°С не дубеет, в отличие от дешёвого ПВХ.
Кстати, о гибкости. Стандартные провода КГ-ХЛ – хороший вариант, но для аргонодуговой сварки лучше брать варианты с силиконовой изоляцией. Пусть дороже, но когда работаешь с нержавейкой или алюминием, малейшие скачки сопротивления критичны.
Подключения и переходники – скрытые проблемы
Часто вижу, как сварщики пренебрегают контактными группами. Болтовые зажимы со временем разбалтываются – появляется люфт, искрение. Особенно на мощных аппаратах типа TransPuls Synergic 5000. Как-то на монтаже металлоконструкций в Уфе из-за такого ?мелоча? сгорел разъём на 400 А. Пришлось экстренно заказывать переходники через того же jhjd.ru – к утру доставили, но смена сорвана.
По опыту: быстросъёмные соединения Multiplug на 200 А выдерживают до 300 циклов подключения, но только если не ронять их в грязь. А вот контакты типа ?евроразъём? – спорный вариант. Для полупрофессионального использования сгодятся, но на непрерывной работе с трёхсменкой начинают греться уже через месяц.
Кстати, про длину. Недавно на объекте в Красноярске пытались сэкономить, нарастив кабель на 15 метров самодельными скрутками. Результат – просадка напряжения на 8 вольт. Пришлось перекладывать цельный провод – ситуация нормализовалась.
Изоляция и условия эксплуатации
Работал с разными типами изоляции – от стандартной резины до современных композитов. В цехах с агрессивными средами (химзавод в Дзержинске) обычная резина трескалась за 2 месяца. Выручили кабели с маслобензостойкой изоляцией – правда, стоят на 30% дороже.
Для мобильных бригад важно, чтобы провод не боялся перегибов. Видел, как у ?Северстали? используют кабели с нейлоновой оплёткой – служат дольше, но и цена кусается. Кстати, у ООО Шэньси Цзиньхао в описании продукции упоминаются интеллектуальные устройства распознавания – интересно, нельзя ли адаптировать их для мониторинга износа изоляции? Технологии ведь не стоят на месте.
Запомнился случай на судоремонте во Владивостоке: кабель КГ 1×50 пролежал в солёной воде три дня – изоляция вздулась пузырями. Пришлось экранировать плотным шлангом – временное решение, но сработало.
Экономия vs надёжность
Некоторые подрядчики закупают кабели по принципу ?лишь бы подешевле?. В прошлом году на ТЭЦ-3 видел, как ?ноунейм? провод с якобы медной жилой за месяц работы посинел от перегрева. Вскрыли – оказалась медь вперемешку с алюминием. Убытки от простоя превысили экономию в 5 раз.
Сейчас для ответственных объектов беру только сертифицированные материалы. Тот же jhjd.ru предоставляет протоколы испытаний – это хоть какая-то гарантия. Хотя и там бывают нюансы: партия с маркировкой ?-60°С? на морозе -45°С потрескалась. Производитель позже признал – брак в рецептуре резины.
Интересно, что для интеллектуальных систем распознавания, которые компания разрабатывает, наверняка требуются особые кабели – с экранированием, пониженной ёмкостью. Жаль, в открытом доступе нет технической документации – было бы полезно для сравнения.
Неочевидные нюансы монтажа
При прокладке кабелей через проёмы многие забывают про защитные гильзы. На ГЭС в Саяногорске видел, как провод перетёрся о бетонный угол за неделю. Хорошо, заметили до замыкания.
Ещё момент – маркировка. Цветные полосы стираются, особенно при работе с абразивами. Советую использовать термоусадочные трубки с надписями – у того же ООО Шэньси Цзиньхао в ассортименте есть кабели с лазерной гравировкой. Дороже, но для сложных объектов окупается.
Кстати, о хранении. На открытых площадках катушки с кабелем лучше ставить на деревянные поддоны, а не на землю. Иначе нижние витки впитывают влагу – при первом включении возможны пробои. Проверено на горнообогатительном комбинате в Кемерово.
Перспективы и личные наблюдения
Сейчас появляются ?умные? кабели с датчиками нагрузки – в Европе уже используют. Думаю, через пару лет дойдёт и до нас. Компания ООО Шэньси Цзиньхао Электромеханическая Технология как раз заявляет о разработках в области интеллектуальных устройств – возможно, скоро увидим и российские аналоги.
Из последнего: тестировали гибкий кабель для роботизированной сварки – выдерживает до 1000 циклов изгиба в минуту. Правда, цена за метр сопоставима со стоимостью бюджетного инвертора.
В целом, тенденция ясна – будущее за специализированными решениями. Уже недостаточно просто ?медного провода в резине?. Нужны точные параметры, адаптация под конкретные задачи и, главное – предсказуемость ресурса. Как показывает практика, на сварочных кабелях экономить – себе дороже.
Соответствующая продукция
Соответствующая продукция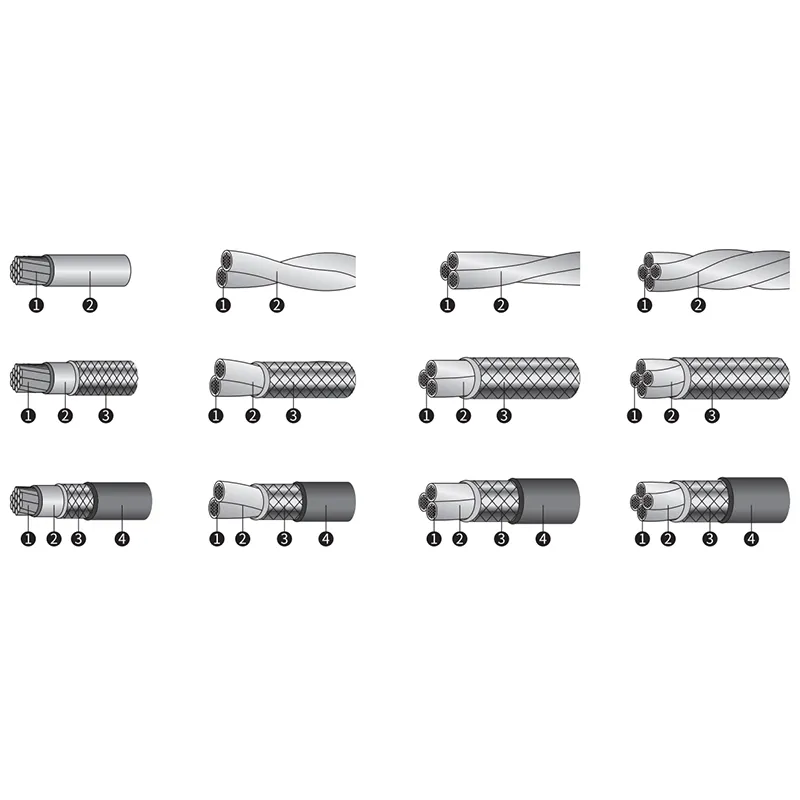



Самые продаваемые продукты
Самые продаваемые продукты-
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Гибкие триаксиальные радиочастотные кабели серии SFPF
Гибкие триаксиальные радиочастотные кабели серии SFPF -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
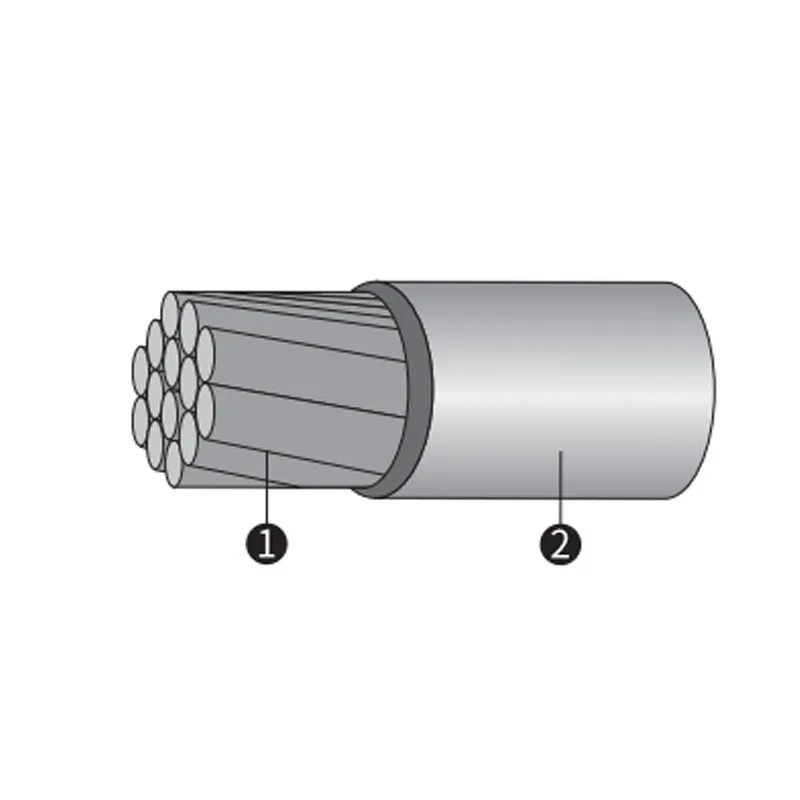
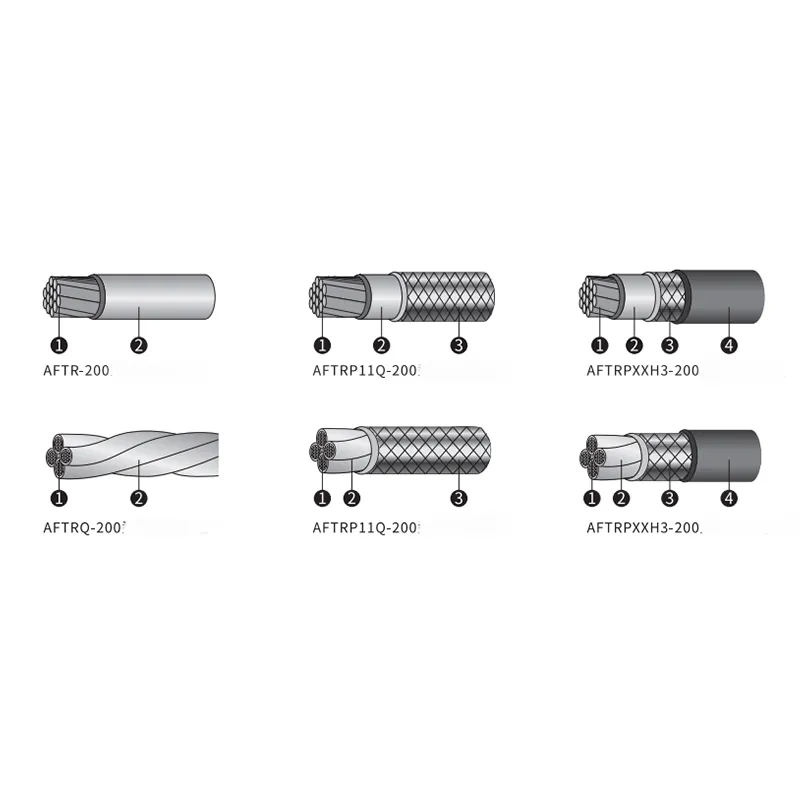 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
 Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF
Коаксиальные радиочастотные кабели со сплошной политетрафторэтиленовой изоляцией серии SFF -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена -
 Потребительские кабельные жгуты
Потребительские кабельные жгуты