





сварочный коннектор
Вот что сразу скажу — большинство воспринимает сварочный коннектор как банальную железку для подключения кабелей. А ведь это, по сути, узловой элемент всей энергосистемы аппарата. Помню, как на прошлом объекте пришлось экстренно менять партию коннекторов после случая с подгоранием контактов — дешёвый китайский аналог не выдержал постоянных перегрузок по току.
Конструктивные особенности, которые не бросаются в глаза
Если брать стандартный сварочный коннектор на 300-500А, многие не обращают внимание на форму контактной группы. А зря — именно от неё зависит площадь соприкосновения. У нас на производстве перешли на медные контакты с серебряным покрытием после серии испытаний. Разница в ресурсе — почти вдвое.
Корпусная часть — отдельная история. Литой алюминий против композитных материалов — спор вечный. В цехах с высокой вибрацией определённо лучше показывают себя разборные модели, хоть и дороже. Зато ремонтопригодность на уровне.
Уплотнительные кольца — та деталь, про которую вспоминают постфактум. В пыльных условиях типа строительных площадок рекомендуем силиконовые вместо резиновых. Мелочь, а продлевает жизнь соединению на 30-40%.
Практические нюансы монтажа
За 15 лет работы накопилась уйма случаев, связанных с неправильной установкой. Самый частый косяк — перетяжка крепёжных болтов. Видел, как новички динамометрическим ключом зажимали до щелчка — потом коннектор просто трещал по корпусу.
Очистка контактов — отдельный ритуал. Спиртовые салфетки против специальных паст — лично я за второй вариант, особенно для алюминиевых разъёмов. Кислотные очистители категорически не советую, хоть их и рекламируют.
Момент про полярность часто упускают. Для сварочных коннекторов постоянного тока это критично — неправильное подключение ведёт к ускоренной эрозии контактов. Проверял на аппаратах китайского производства — там иногда маркировка не соответствует реальности.
Случай из практики с кабельной продукцией
Как-то работали с кабелями от ООО Шэньси Цзиньхао Электромеханическая Технология — у них на сайте jhjd.ru как раз заявлены разработки в области электронных кабелей. Так вот, пришлось адаптировать стандартные коннекторы под их многожильные кабели большего сечения.
Проблема была в том, что медные жилы оказались мягче обычных — при обжиме стандартной оснасткой происходила деформация. Пришлось делать проточку контактной гильзы на 0.3 мм глубже. Интересно, что их инженеры потом переняли это решение для своих комплектных поставок.
Кстати, по их кабелям заметил особенность — изоляция лучше держит температуру в зоне подключения к коннектору. Для полуавтоматов это плюс, особенно при длительных циклах сварки.
Типичные отказы и методы диагностики
Нагревание в месте соединения — первый сигнал. Обычно проверяю термопарой после 30 минут работы под нагрузкой. Если выше 80°C — ищи причину: либо плохой контакт, либо несоответствие сечения кабеля.
Окисление медных контактов в морской атмосфере — отдельная головная боль. Раз в квартал рекомендую профилактическую зачистку даже на качественных разъёмах. Видел, как за полгода полностью ?съедало? контактную группу в портовых условиях.
Механические повреждения корпуса часто недооценивают. Трещина возле крепёжного болта — не косметический дефект, а потенциальное место перегрева. В таких случаях лучше сразу менять, а не пытаться запаивать.
Эволюция стандартов и современные тенденции
Заметил переход на быстросъёмные модели — особенно в мобильных бригадах. Время на замену сократилось с 10-15 минут до 30 секунд. Правда, пришлось пожертвовать универсальностью — каждый производитель теперь тянет одеяло на себя.
Встраиваемые системы защиты от переполюсовки — интересное новшество. Встречал у того же jhjd.ru в их интеллектуальных устройствах распознавания. Для автоматизированных линий вполне оправдано, хотя для ручной сварки излишне.
Керамические вставки в силовых коннекторах — пока редкость, но на особо ответственных участках уже применяют. Дорого, но термостойкость на уровне 1000°C против 600°C у стандартных — того стоит.
Личные наблюдения по подбору производителей
Европейские бренды стабильны, но дороги. Китайские — лотерея, хотя в последние годы качество выравнивается. Российские производители неплохи в стандартных сериях, но с нестандартными решениями пока отстают.
Из интересного — та же ООО Шэньси Цзиньхао Электромеханическая Технология предлагает кабельные сборки под конкретные типы коннекторов. Пробовал для аргонодуговой сварки — прижилось, хоть и пришлось немного дорабатывать посадочные места.
Для критичных объектов теперь беру только разборные модели — ремонт в полевых условиях того стоит. Пусть на 15-20% дороже, но когда в сотнях километров от сервиса это оправдано.
Неочевидные взаимосвязи в работе системы
Длина кабеля влияет на выбор коннектора больше, чем принято считать. При протяжённости свыше 10 метров уже нужны модели с усиленным контактом — падение напряжения сказывается.
Вибронагрузки — отдельная тема. На мостовых кранах обычные коннекторы живут не больше полугода. Пришлось переходить на модели с пружинными фиксаторами — дороже, но экономия на заменах покрывает разницу.
Температурные расширения — тот нюанс, про который забывают. Алюминиевый корпус и медные контакты имеют разный коэффициент расширения. После нескольких циклов нагрева появляется люфт — отсюда и подгорание.
В целом, если раньше к сварочным коннекторам относились как к расходникам, сейчас понимание смещается в сторону их как полноценных компонентов системы. Мелочей в сварке не бывает — каждая деталь вносит вклад в общую надёжность. Главное — не гнаться за универсальностью, а подбирать под конкретные условия работы. Как показывает практика, иногда лучше переплатить за специализированное решение, чем потом устранять последствия экономии.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Кабель с изоляцией из обмоточной пленки политетрафторэтилена
Кабель с изоляцией из обмоточной пленки политетрафторэтилена -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Электронные соединители
Электронные соединители -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
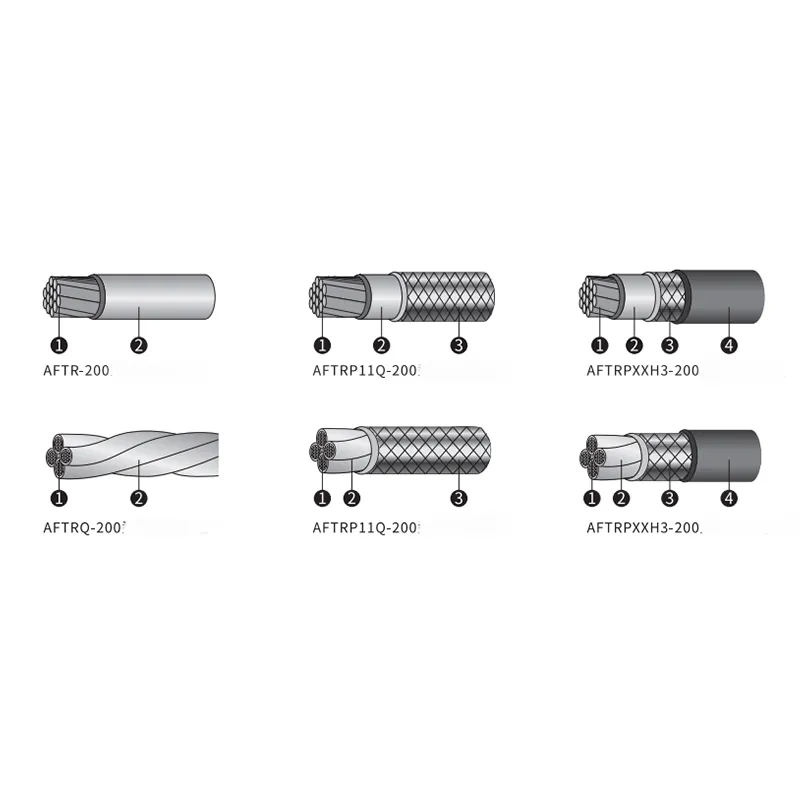 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW
Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW -
 Промышленные интеллектуальные портативные терминалы
Промышленные интеллектуальные портативные терминалы -
 Кабель для датчиков
Кабель для датчиков