





соединение жил проводов и кабелей сваркой
Вот уже лет десять наблюдаю, как многие монтажники до сих пор путают сварку с пайкой – будто разницы нет. Особенно когда речь о многожильных кабелях в промышленной автоматике, где неверное соединение грозит не просто потерей контакта, а выходом из строя целых систем управления. Сам через это прошел, когда в 2018-м переделывал щитовую с датчиками давления – после пайки медь окислялась так, что сигнал плавал. Перешел на сварку, и с тех пор только так и работаю.
Почему сварка, а не скрутка
Скрутка – это как временная пломба у стоматолога: вроде держится, но ненадежно. Особенно с алюминиевыми жилами, где из-за температурных деформаций через полгода появляется переходное сопротивление. Как-то раз в логистическом центре из-за такой скрутки в кабеле 25 мм2 выгорел шкаф управления конвейером – ремонт обошелся дороже, чем профессиональный сварочный аппарат.
Сварка же дает монолитное соединение – нет границы раздела фаз, нет окисления. Но тут важно не пережечь: для медных жил до 6 мм2 хватает 20-30 А, а вот для 50 мм2 уже нужен ток под 90 А. Кстати, у ООО Шэньси Цзиньхао Электромеханическая Технология в каталоге есть угольные электроды специально для тонкостенных жил – сам тестировал на кабелях КГ 4×1.5, результат лучше, чем с универсальными электродами.
Еще момент: перед сваркой обязательно зачищаешь жилы до блеска, но без царапин – иначе в микротрещинах потом коррозия начинается. Лучше использовать специальные пасты-флюсы, хотя многие их игнорируют. Проверено: с флюсом от jhjd.ru даже алюминиевые жилы варятся без пор.
Оборудование – не только инвертор
Многие думают, что для сварки жил хватит любого сварочного аппарата. Ан нет – для кабелей с изоляцией из ПВХ нужны точные настройки, иначе изоляция плавится раньше, чем медь прогреется. Я использую TELWIN FORTE 165 – у него плавная регулировка тока, но для постоянной работы лучше брать специализированные аппараты, как у тех же китайских коллег из ООО Шэньси Цзиньхао – у них есть модели с импульсным режимом для многожильных кабелей.
Важный нюанс – зажимы. Обычные 'крокодилы' часто пережимают жилы, деформируя их. Я перешел на зажимы с медными губками и регулятором давления – такие сейчас поставляет jhjd.ru для монтажа систем распознавания. Разница ощутимая: нет надломов у основания соединения.
И да, про защиту: даже при сварке тонких жил без маски не работаю – ультрафиолет от электрической дуги все равно есть. Как-то пренебрег этим при срочном ремонте кабеля датчика – потом два дня с резью в глазах ходил.
Типичные ошибки при сварке в полевых условиях
Самая частая ошибка – попытка варить влажные жилы. Был случай на стройке: кабель лежал под дождем, монтажники просушили только поверхность, а внутри изоляции осталась влага. При сварке – пар в три раза громче обычной дуги, соединение получилось пористым. Пришлось вырезать участок и переделывать.
Еще забывают про термоусадку. После сварки обязательно нужно изолировать соединение – но не обычной изолентой, а термоусадкой с клеевым слоем. Особенно для уличных кабелей, где возможен конденсат. У ООО Шэньси Цзиньхао в ассортименте есть термоусадки с диапазоном рабочих температур от -55°C до +125°C – как раз для российского климата.
И про длину соединения: многие делают слишком короткие сварные швы – мол, экономит время. Но для кабелей сечением от 16 мм2 минимальная длина сварного соединения должна быть не менее 15 мм, иначе механическая прочность будет недостаточной. Проверял на разрывном стенде – короткие швы лопаются при нагрузке в 2-3 раза ниже нормы.
Специфика для интеллектуальных систем
С появлением умных устройств распознавания требования к соединениям ужесточились. Например, для кабелей передачи данных сварка должна быть особенно аккуратной – любые неровности влияют на волновое сопротивление. Как-то пришлось переваривать соединение в кабеле витой пары для системы контроля доступа – из-за капли наплыва сигнал отражался, и датчики срабатывали с задержкой.
Тут важно не только качество сварки, но и сохранение геометрии жил. Для многопарных кабелей лучше использовать направляющие шаблоны – сам делаю их из текстолита. Кстати, в описании продуктов на jhjd.ru прямо указано, что для их интеллектуальных устройств рекомендуется именно сварка, а не обжим – видимо, тоже с проблемами сталкивались.
И еще: для высокочастотных кабелей после сварки обязательно проверяю соединение микроскопом – малейшие трещины недопустимы. Хотя это уже для особо ответственных участков, вроде систем видеораспознавания в аэропортах.
Экономика процесса – где реальная выгода
Да, оборудование для качественной сварки стоит дороже клещей для обжима. Но если считать не стоимость аппарата, а стоимость отказа – картина меняется. В том же логистическом комплексе, где мы перешли на сварку, количество отказов кабельных соединений снизилось с 3-4 в месяц до нуля за последние два года.
Еще момент: сварное соединение не требует периодической подтяжки, в отличие от болтовых зажимов. Для протяженных линий связи это существенная экономия на обслуживании. Особенно если речь о системах, где доступ к кабелям затруднен – например, в высотных зданиях или тоннелях.
Китайские коллеги из ООО Шэньси Цзиньхао Электромеханическая Технология в своих техкартах прямо указывают: для гарантии на кабельную продукту требуется сварное соединение. И это логично – они отвечают за свою продукцию только при правильном монтаже.
Что в сухом остатке
Сварка жил – не панацея, но для ответственных соединений альтернатив нет. Особенно в комбинации с качественными материалами и оборудованием. Да, нужно учиться, набивать руку – мои первые сварные соединения были далеки от идеала. Но сейчас, глядя на аккуратный шов без наплывов и пор, понимаю – это и есть профессионализм.
Кстати, для тех, кто только начинает осваивать сварку кабелей, рекомендую потренироваться на обрезках – желательно одного типа и сечения. Как минимум десяток соединений нужно сделать, чтобы почувствовать ток и время прогрева. И не стесняйтесь резать свои же бракованные соединения – только так поймете, где ошиблись.
В конце концов, качественное соединение – это не про скорость, а про надежность. Как говорил мой первый наставник: 'Лучше потратить лишний час на монтаж, чем неделю на поиск обрыва'. И он был прав – особенно сейчас, когда системы становятся все сложнее, а требования к ним все выше.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Кабель для датчиков
Кабель для датчиков -
 Кабель с изоляцией из обмоточной пленки политетрафторэтилена
Кабель с изоляцией из обмоточной пленки политетрафторэтилена -
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
 Кабель для газовых датчиков
Кабель для газовых датчиков -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
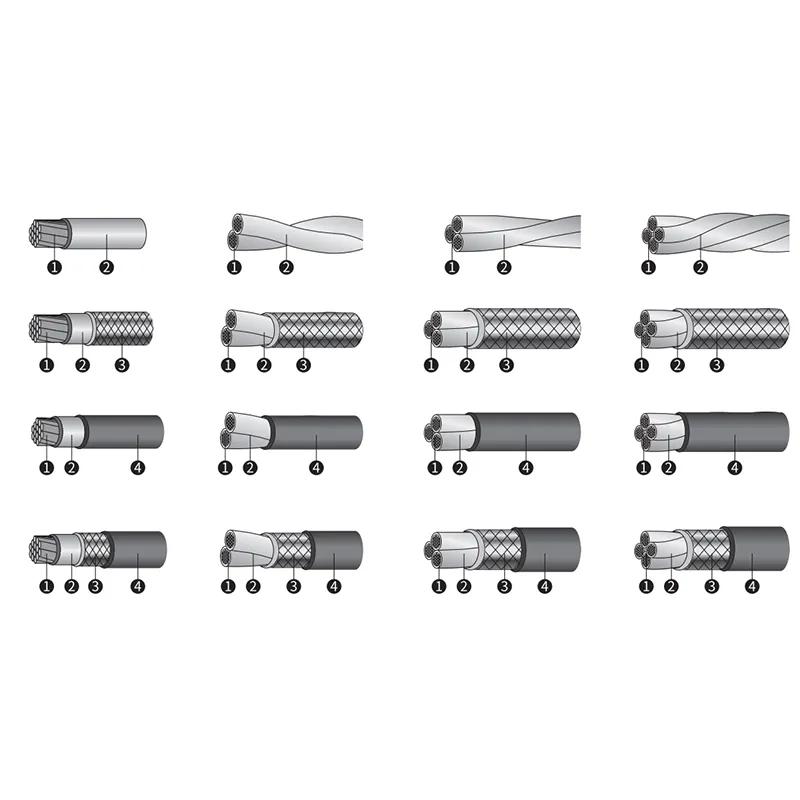
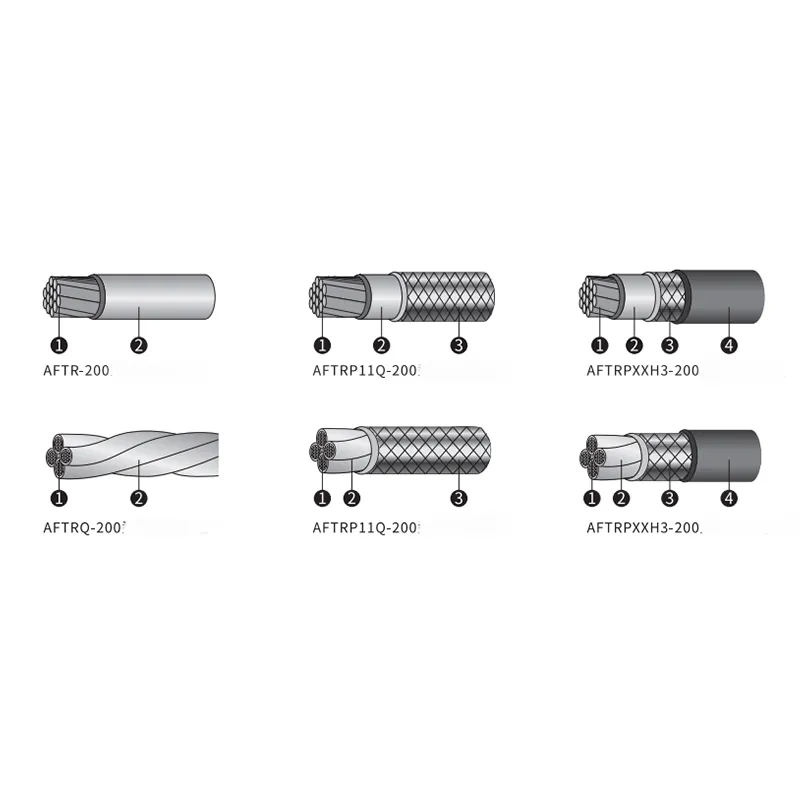 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 Экранная оплетка
Экранная оплетка -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Пленочные переключатели
Пленочные переключатели -
 Кабели с низким уровнем шума серии STYV & STFF
Кабели с низким уровнем шума серии STYV & STFF -
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена