





тип полировки коннектора
Когда говорят про тип полировки коннектора, многие сразу представляют себе просто глянцевую поверхность — но это как сравнивать грубый напильник с алмазной пастой. В работе с электронными кабелями, особенно для высокочастотных приложений, тут каждый микрон решает. Помню, как на тестовых образцах для распознающих устройств мы сначала перешли на абразивную обработку, а потом осознали: главное не блеск, а контроль шероховатости в зоне контакта.
Базовые методы и скрытые риски
Начинал я с механической полировки вращающимися головками — казалось, что это универсально. Но на кабелях с многожильными проводниками, подобных тем, что поставляет ООО Шэньси Цзиньхао Электромеханическая Технология, после 200 циклов подключения появлялись микротрещины в зоне фиксации. Пришлось пересмотреть подход: вместо равномерного давления стали использовать адаптивные зажимы, которые учитывают кривизну контактной группы.
Химико-механическая полировка — вот что реально снижает импедансные скачки. Но и тут есть нюанс: для медных сплавов в электромеханических комплектующих нельзя применять те же составы, что для покрытых родием контактов. Как-то раз испортили партию разъемов для портативных сканеров — после обработки поверхность стала слишком гидрофобной, припой не держался. Пришлось документацию на https://www.jhjd.ru изучать заново, чтобы понять спецификацию материалов.
Сейчас часто вижу, как пытаются экономить на финишных операциях — мол, коннектор и так проводит. Но именно на высоких частотах в интеллектуальных устройствах распознавания шероховатая поверхность работает как паразитный конденсатор. Проверяли на кабельных сборках для систем безопасности — разница в затухании между грубой и прецизионной полировкой достигала 0.8 дБ на метре.
Практические кейсы и адаптация методов
Для RF-коннекторов в портативных устройствах мы перешли на многоступенчатую полировку: сначала алмазное выравнивание, затем оксид церия для устранения глубоких рисок. Но важно не переусердствовать — излишняя гладкость снижает трение в соединении, контактные группы могут разбалтываться. Особенно критично для разъемов с частым подключением/отключением.
Интересный случай был с кабелями передачи данных от Шэньси Цзиньхао — при тестировании обнаружили, что стандартный тип полировки коннектора не обеспечивает стабильности в условиях вибрации. Пришлось разрабатывать гибридный метод: электрохимическое полирование плюс локальная лазерная калибровка. Результат — ресурс увеличился на 40% по сравнению с серийными образцами.
Запомнился и провальный эксперимент с ультразвуковой полировкой алюминиевых контактов — после 50 часов работы в агрессивной среде появилась межкристаллитная коррозия. Выяснилось, что ультразвол снимает защитный оксидный слой. Теперь для таких случаев используем только пассивирование после механической обработки.
Специфика для разных продуктовых линеек
В электромеханических компонентах для промышленного оборудования часто требуется не столько зеркальная поверхность, сколько контролируемая шероховатость. Например, в силовых разъемах идеально гладкая поверхность может снизить усилие зажима — проверяли на коннекторах для сервоприводов, где важно сохранить трение в определенном диапазоне.
Совсем другие требования к полировке в высокочастотных кабелях для систем распознавания — тут уже каждый микродецибел на счету. Используем методологию PC (Physical Contact) полировки с радиусным профилем, но с адаптацией под конкретный тип медного сплава. Кстати, на сайте jhjd.ru есть хорошие технические заметки по медиасплавам — рекомендую коллегам для справки.
Для многопозиционных коннекторов в портативных устройствах столкнулись с проблемой неравномерного износа полировальных головок — крайние контакты получались с другим профилем. Решили перейти на реверсивное вращение с переменным давлением, плюс добавили оптический контроль после каждой операции.
Оборудование и расходные материалы
Станки для полировки — отдельная головная боль. Дешевые китайские установки часто дают биение шпинделя всего 5-7 микрон, а для прецизионных коннекторов нужно не более 2. Пришлось заказывать японские головки с гидростатическими подшипниками — дорого, но брак сократился втрое.
С абразивами тоже не все просто — для медных контактов лучше подходят оксиды алюминия, а для покрытых — алмазные суспензии. Но важно учитывать размер частиц: если для грубой обработки берем 15-20 микрон, то для финишной — не более 3. Кстати, у Шэньси Цзиньхао в спецификациях на кабельную продукцию всегда указаны рекомендованные параметры обработки — полезно при заказе комплектующих.
Сильно выручили полировальные пасты с добавлением ингибиторов коррозии — особенно для разъемов, работающих в условиях перепадов влажности. Тестировали на морском побережье в составе портативных терминалов — через 6 месяцев контакты без защитных добавок покрылись окислами, а с ингибиторами сохранили проводимость.
Метрология и контроль качества
Профилометрия — единственный объективный способ оценки полировки. Но и тут есть нюансы: стандартные щупы могут повреждать мягкие покрытия. Перешли на лазерные сканеры, хотя они дороже. Зато теперь видим не просто Ra, а полный 3D-профиль поверхности.
Контроль электропараметров после полировки обязателен — измеряем не только сопротивление, но и СКЗ на высоких частотах. Как показала практика, иногда визуально идеальный коннектор дает всплески импеданса из-за микронеровностей в зоне контакта.
Разработали внутренний стандарт для разных тип полировки коннектора — теперь для силовых разъемов допускаем Ra до 0.8 мкм, для RF-коннекторов — не более 0.2, а для высокоточных сенсорных интерфейсов — до 0.1. Это помогло унифицировать процесс и снизить затраты на переналадку.
Эволюция подходов и выводы
За 10 лет наблюдений понял: не существует универсального типа полировки коннектора. Для каждого применения — свои критерии. В кабельной продукции Шэньси Цзиньхао, например, важно учитывать не только электротехнические требования, но и механические нагрузки на соединение.
Сейчас экспериментируем с плазменной полировкой — метод дорогой, но для миниатюрных разъемов в портативных устройствах распознавания дает фантастическую точность. Правда, пока не решена проблема с производительностью — обрабатываем не более 20 коннекторов в час.
Главный урок: полировка — не финальная операция, а часть системы обеспечения надежности. И лучше потратить время на подбор методики, чем потом разбираться с отказами на объекте. Кстати, многие техдокументы по этому вопросу можно найти в открытом доступе на jhjd.ru — производители стали охотнее делиться опытом.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
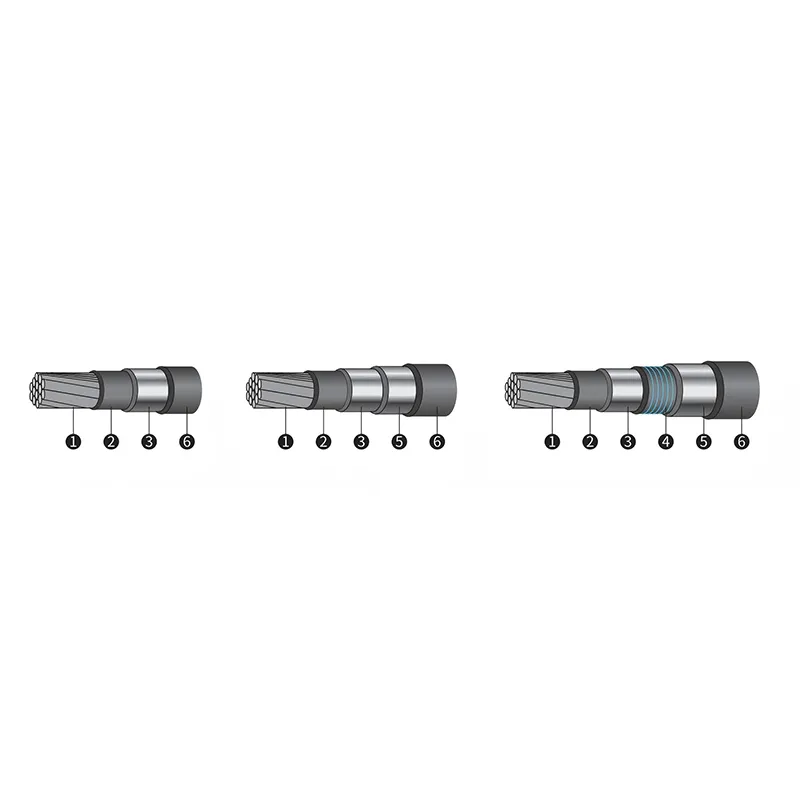
 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
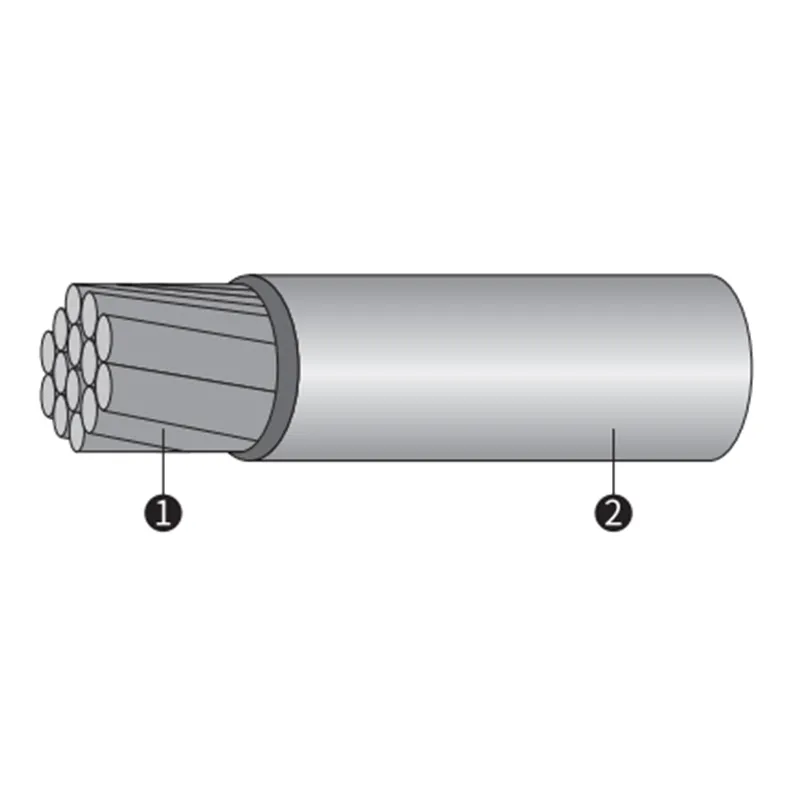
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
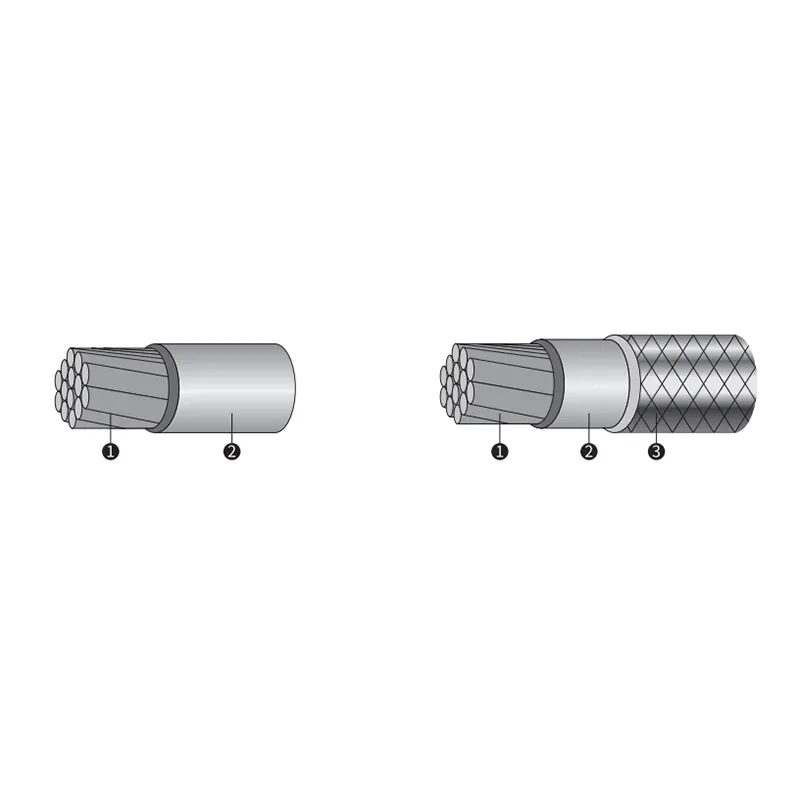
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена -
 Автомобильные кабельные жгуты
Автомобильные кабельные жгуты -
 Кабель для УЗИ-аппаратов
Кабель для УЗИ-аппаратов -
 Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи
Многожильный высокочастотный возбуждающий провод для систем длинноволновой связи -
 Сверхтонкие коаксиальные кабели
Сверхтонкие коаксиальные кабели -
 Пленочные переключатели
Пленочные переключатели -
 Пин-хедеры и панельные разъемы
Пин-хедеры и панельные разъемы -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD