





токопроводящий коннектор
Всё ещё встречаю коллег, уверенных, что токопроводящий коннектор — просто кусок металла с контактами. На деле же это узел, где механика встречается с электроникой, и именно здесь чаще всего кроются системные сбои.
Конструкционные просчёты
Взяли недавно на тест партию коннекторов от ООО 'Шэньси Цзиньхао Электромеханическая Технология' — заявленное биметаллическое покрытие выглядело убедительно. Но при температурных скачках до +85°C в термокамере появился люфт в местах контакта. Оказалось, проблема в коэффициенте расширения разных материалов — производитель не учёл перепад на стыке медной жилы и латунного корпуса.
Особенно критично это для интеллектуальных портативных устройств распознавания, где вибрация — постоянный фактор. В их кабельных сборках даже 0.2 мм люфта приводят к прерывистому контакту. Проверяли на имитаторе тряски — через 200 циклов сопротивление подскакивало на 30%.
Заметил закономерность: многие китайские производители, включая jhjd.ru, сейчас переходят на композитные пружинные контакты вместо классических штыревых. В теории это снижает стоимость, но требует точного подбора упругости. На практике же часто сталкиваюсь с тем, что после 500 подключений композит 'устаёт' и не обеспечивает достаточного прижимного усиления.
Электротехнические нюансы
Сопротивление контакта — отдельная головная боль. По ГОСТу допустимо до 5 мОм, но для высокочастотных устройств это уже катастрофа. Измеряли на спектрометре импеданса: коннекторы с посеребрёнными контактами давали стабильные 1.2-1.5 мОм даже после серных испытаний.
А вот с никелевым покрытием от того же jhjd.ru вышла интересная история — при постоянной нагрузке 10А начиналось постепенное окисление. Через 200 часов работы сопротивление вырастало втрое. Пришлось им направлять отчёт с рекомендацией увеличить толщину покрытия с 3 до 7 мкм.
Кстати, о толщине — многие забывают, что для токопроводящий коннектор важна не столько сама толщина покрытия, сколько пористость. При одинаковых 5 мкм золотого покрытия пористость в 0.8% против 0.3% даёт разницу в сроке службы почти вдвое. Проверяли солевыми испытаниями по IEC .
Монтажные ошибки
Чаще всего ломаю голову не над самими коннекторами, а над тем, как их монтируют. Паяльная паста с температурой плавления 240°C на бессвинцовых сборках — верный способ получить термическую деформацию корпуса. Особенно если используется автоматическая пайка оплавлением с неправильным температурным профилем.
Видел случай на производстве кабельных сборок — операторы пережимали обжимные клещи, деформируя пружинные элементы. Результат — контакт есть, но через полгода эксплуатации в вибросредах появляются обрывы. Пришлось вводить калибровку инструмента каждые 500 циклов.
Кстати, у Шэньси Цзиньхао в этом плане продуманная система — они поставляют коннекторы с монтажными шаблонами и рекомендуют усилие обжима 35-40 Н·м. Но как показывает практика, без постоянного контроля эти рекомендации редко соблюдаются в цеховых условиях.
Материаловедческие тонкости
Фосфорная бронза против бериллиевой — вечный спор. Первая дешевле, вторая держит упругость дольше. Но для серийного производства электромеханических комплектующих чаще выбирают фосфорную с дополнительным покрытием. Экономия 15-20% при сохранении характеристик на приемлемом уровне.
Хотя помню кейс с медицинским оборудованием — там пришлось переходить на бериллиевую бронзу, потому что после 10 000 циклов подключения фосфорная начинала 'проседать'. Заказчик сначала возмущался стоимости, но когда показали результаты тестов на износ — согласился.
Интересно, что в последних поставках с jhjd.ru заметил эксперименты с медью с добавкой олова — видимо, пытаются найти баланс между ценой и долговечностью. Пока тесты показывают средние результаты, но направление перспективное.
Полевой опыт и доработки
В полевых условиях чаще всего подводят не основные характеристики, а второстепенные детали. Например, фиксаторы от случайного расстыковки — казалось бы, мелочь. Но в промышленной вибрации без надёжного замка любой коннектор рано или поздно выйдет из строя.
Пришлось как-то дорабатывать партию коннекторов для портативных сканеров — добавляли силиконовые уплотнители в местах ввода кабеля. Заводская конструкция не предусматривала защиты от пыли, а устройства работали в складских помещениях.
Сейчас многие производители, включая ООО 'Шэньси Цзиньхао Электромеханическая Технология', стали обращать внимание на эти нюансы. В новых моделях вижу улучшенные уплотнения и более продуманную эргономику замков. Но идеального решения пока нет — всегда приходится что-то адаптировать под конкретные условия эксплуатации.
Перспективы развития
Смотрю на тренды — скоро нам придётся пересматривать подход к проектированию коннекторов для высокочастотных приложений. Уже сейчас в устройствах распознавания частоты достигают гигагерц, где скин-эффект становится критичным.
Интересно, что китайские производители активно экспериментируют с покрытиями — видел у jhjd.ru пробные партии с палладиево-никелевым покрытием вместо классического золота. Заявленная стойкость к сере выше при сопоставимой стоимости.
Думаю, следующий прорыв будет связан с интеллектуальными коннекторами со встроенной диагностикой. Уже появляются прототипы с датчиками температуры и контактного сопротивления. Для ответственных применений в электромеханических системах это может стать новым стандартом.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
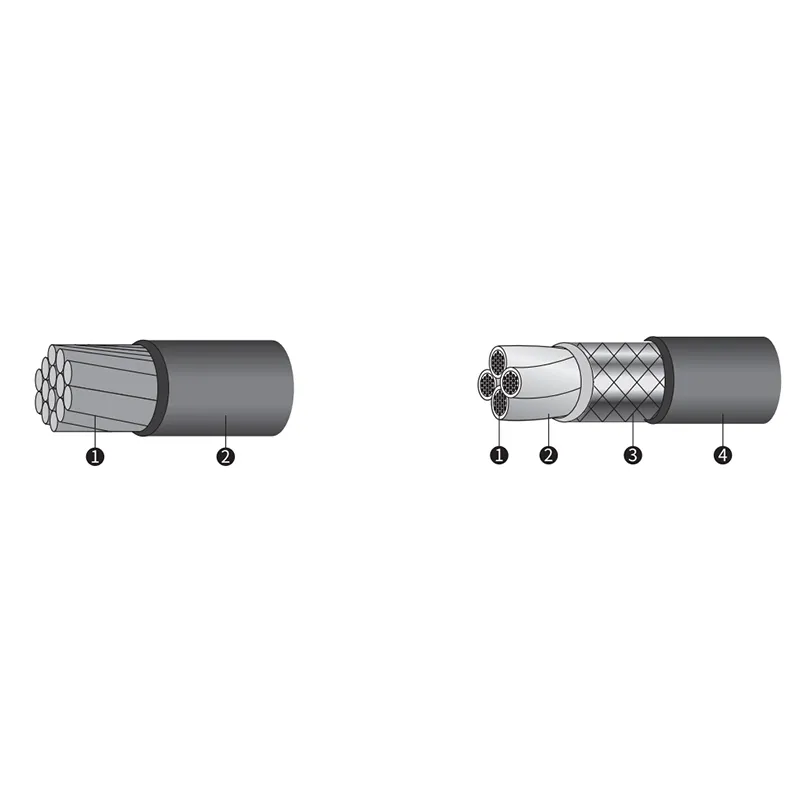
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
 Кабель с изоляцией из обмоточной пленки политетрафторэтилена
Кабель с изоляцией из обмоточной пленки политетрафторэтилена -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
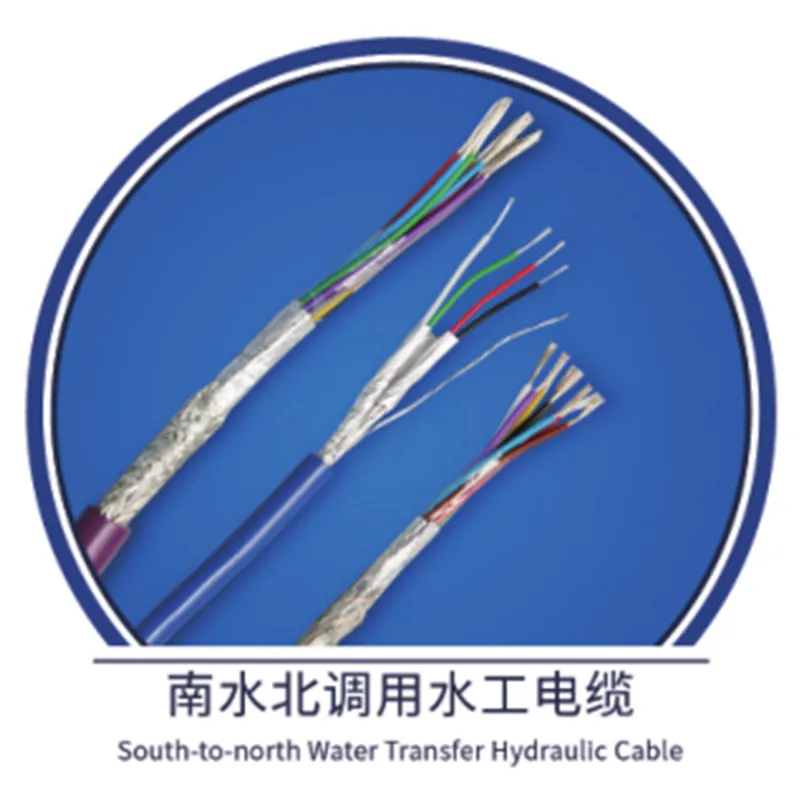 Кабель для гидравлических датчиков
Кабель для гидравлических датчиков -
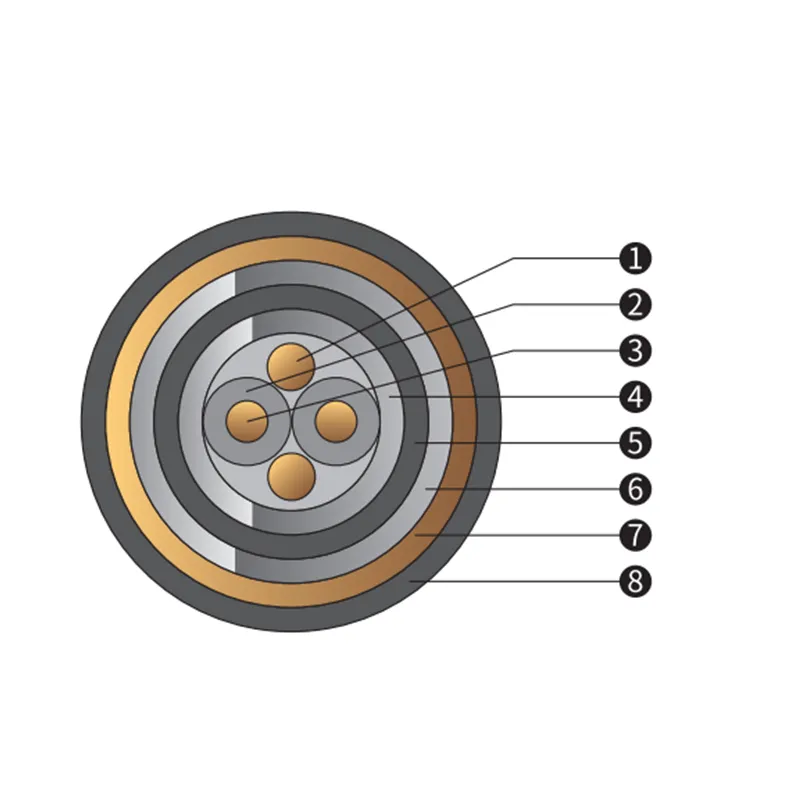 Кабель постоянного тока высокого напряжения
Кабель постоянного тока высокого напряжения -
 Высоковольтные кабельные жгуты для новой энергетики
Высоковольтные кабельные жгуты для новой энергетики -
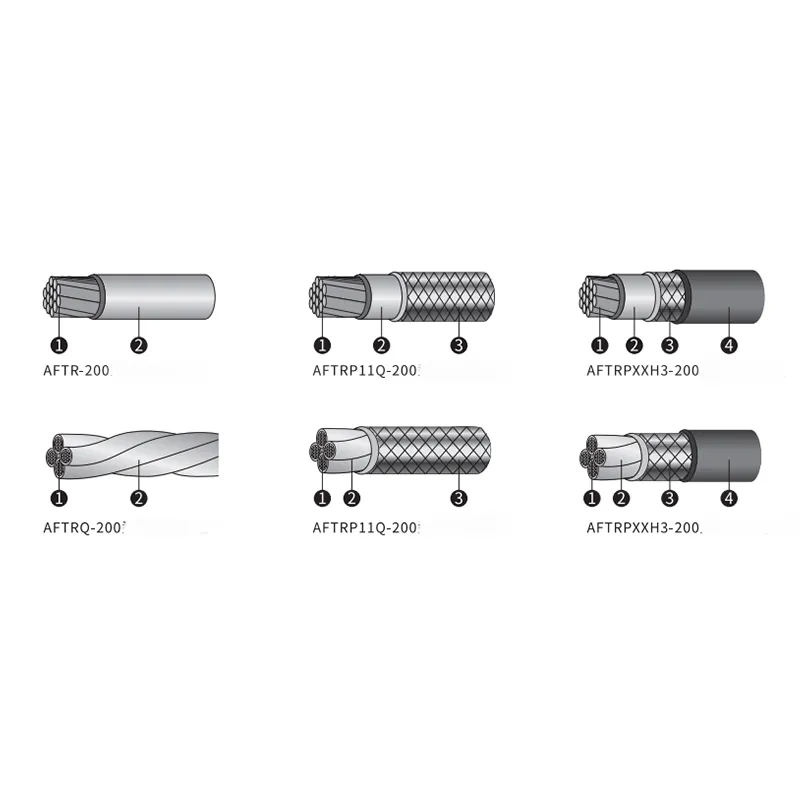 Термостойкий особо гибкий кабель AFTR-200
Термостойкий особо гибкий кабель AFTR-200 -
 Термостойкий плоский кабель DFF-3-1
Термостойкий плоский кабель DFF-3-1 -
 Сервоэлектромеханические кабельные жгуты
Сервоэлектромеханические кабельные жгуты -
 Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW
Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW -
 Электронные соединители
Электронные соединители