





SMD пин-хедеры для поверхностного монтажа
Если честно, до сих пор встречаю коллег, которые путают SMD пин-хедеры с обычными разъемами для сквозного монтажа. Разница принципиальная — тут вся механика держится на паяльной пасте, без сквозных отверстий в плате. В работе с такими компонентами есть нюансы, которые не всегда очевидны даже опытным монтажникам.
Конструктивные особенности SMD пин-хедеров
Взял на днях образцы от ООО Шэньси Цзиньхао Электромеханическая Технология — у них как раз линейка SMD пин-хедеров с антиоксидантным покрытием. Заметил, что контактные площадки у них не симметричные, специально смещены для лучшей адгезии при пайке. Раньше думал, что это брак, пока не увидел документацию.
Кстати, у китайских производителей часто толщина контактов на 0.1-0.15 мм меньше заявленной. Проверяю всегда микрометром — особенно если плата работает в вибрационных условиях. Как раз на сайте jhjd.ru в техописаниях честно указывают допустимые отклонения.
Пластиковое основание — отдельная тема. В дешевых вариантах часто используют ABS-пластик, который ведет при нагреве. У качественных поставщиков типа упомянутой компании — термостойкий LCP, выдерживает до 260°C без деформации.
Подготовка к монтажу и типичные ошибки
Помню первый раз, когда решил сэкономить и взял no-name компоненты. После оплавления половина пин-хедеров поплыла по плате. Оказалось — неравномерная пастопечать из-за разной высоты контактов.
Сейчас всегда делаю пробный монтаж 3-4 образцов. Заметил, что для компонентов с шагом 1.27 мм лучше использовать трафарет толщиной 0.12 мм, а не стандартные 0.15. Особенно если паста с содержанием серебра менее 62%.
Еще важный момент — предварительный прогрев. Для SMD разъемов с пластиковым основанием скорость нагрева не должна превышать 2°C/сек. Иначе появляются микротрещины в зоне контакта вывода с пластиком.
Особенности пайки и контроля качества
При оплавлении всегда ориентируюсь на форму контактных площадок. У хороших SMD пин-хедеров для поверхностного монтажа они имеют специальные канавки для контроля подтекания припоя. Если паста затекает в монтажные отверстия — сразу видно.
После пайки проверяю не только мультиметром, но и под микроскопом под углом 45°. Особенно внимание уделяю крайним контактам — там чаще всего появляются холодные пайки из-за неравномерного прогрева.
Для высоконагруженных плат иногда дополнительно пропаиваю вручную — но только бессвинцовым припоем с температурой плавления ниже, чем у основного. Иначе можно перегреть пластиковое основание.
Практические кейсы и решения проблем
Был случай на производстве — после монтажа SMD разъемов плата не проходила тест на виброустойчивость. Оказалось, производитель сэкономил на толщине контактов. Пришлось экранировать дополнительным слоем паяльной маски.
Сейчас при заказе компонентов у проверенных поставщиков вроде jhjd.ru всегда запрашиваю отчеты о механических испытаниях. Особенно важно для плат, которые работают в условиях перепадов температур.
Еще одна частая проблема — окисление контактов при длительном хранении. Раньше просто прогревал компоненты перед монтажом, но это не всегда помогало. Теперь только вакуумная упаковка с индикатором влажности.
Совместимость с автоматизированной сборкой
При работе с автоматическими установщиками важно учитывать не только геометрию корпуса, но и материал упаковочной ленты. Дешевые картонные кассеты часто дают статический заряд, который влияет на точность позиционирования.
Заметил, что для SMD разъемов с высотой более 5 мм лучше использовать вакуумные захваты увеличенного диаметра. Стандартные 1.5 мм не всегда обеспечивают надежную фиксацию при быстрых перемещениях.
В документации ООО Шэньси Цзиньхао Электромеханическая Технология нашли интересное решение — они добавляют технологические монтажные отверстия в пластиковом основании. Это позволяет использовать дополнительную фиксацию при автоматической установке.
Перспективы развития технологии
Сейчас наблюдаем тенденцию к уменьшению шага контактов до 0.8 мм. Это требует пересмотра подходов не только к пайке, но и к проектированию самих печатных плат.
Интересное решение видел в новых разработках — комбинированные пин-хедеры, где часть контактов предназначена для поверхностного монтажа, а часть — для сквозного. Правда, пока такие решения дороже на 30-40%.
Для сложных условий эксплуатации начинают применять керамические основания вместо пластиковых. Но тут есть свои нюансы — коэффициент теплового расширения должен точно соответствовать материалу платы.
Соответствующая продукция
Соответствующая продукция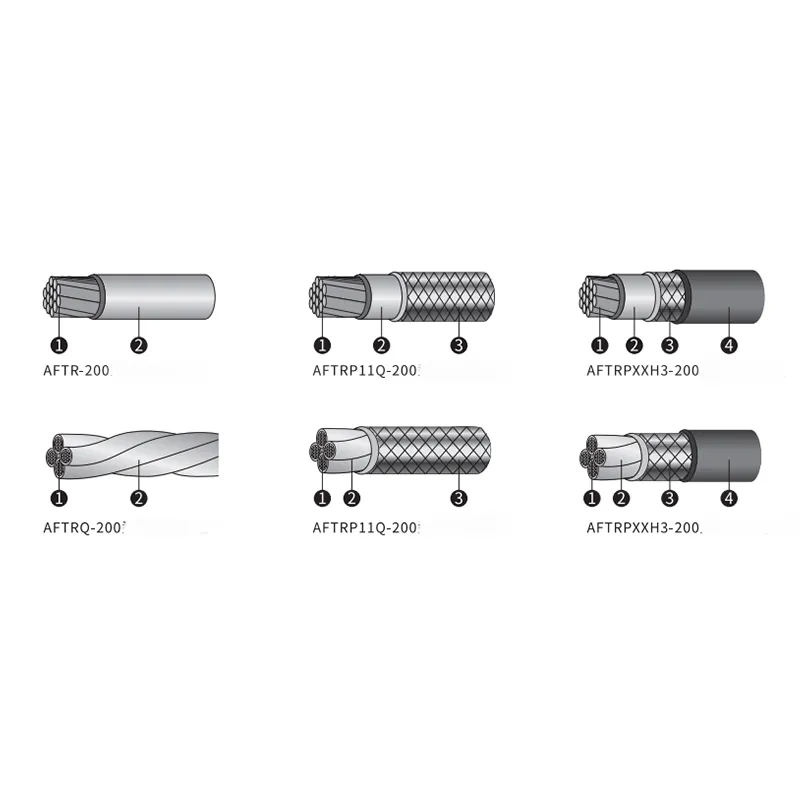




Самые продаваемые продукты
Самые продаваемые продукты-
 Электронные соединители
Электронные соединители -
 Кабели с низким уровнем шума серии STYV & STFF
Кабели с низким уровнем шума серии STYV & STFF -
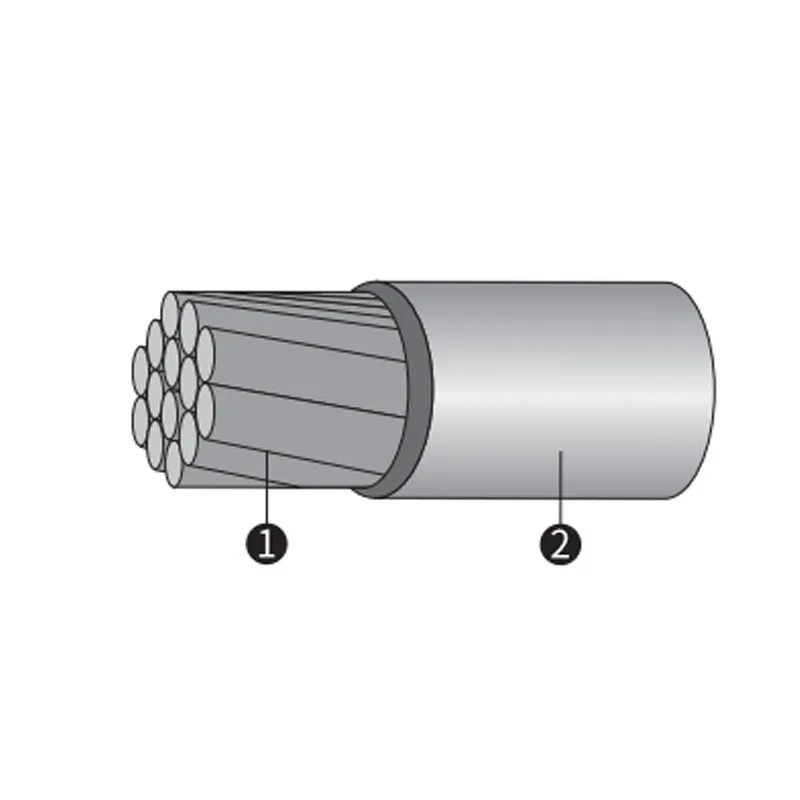
 Кабель с изоляцией из фторэтиленпропилена
Кабель с изоляцией из фторэтиленпропилена -
 Радиочастотные кабели с полиэтиленовой изоляцией серии SYV
Радиочастотные кабели с полиэтиленовой изоляцией серии SYV -
 Гибкие радиочастотные кабели с низкими потерями серии SFD
Гибкие радиочастотные кабели с низкими потерями серии SFD -
 Авиационный провод с изоляцией из политетрафторэтилена
Авиационный провод с изоляцией из политетрафторэтилена -
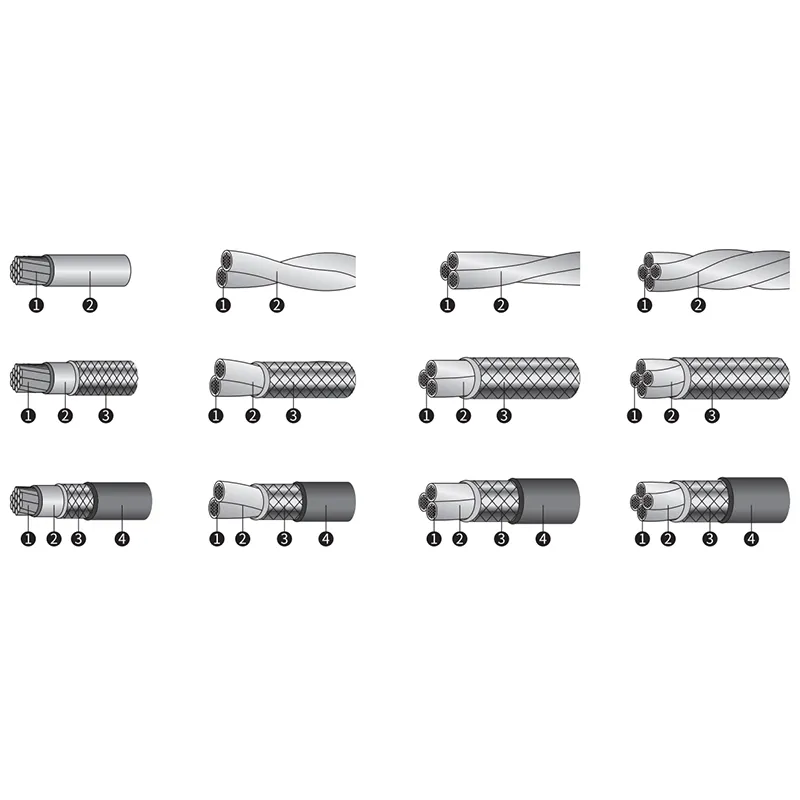
 Облегченный кабель с изоляцией из фторэтиленпропилена
Облегченный кабель с изоляцией из фторэтиленпропилена -
 Экранная оплетка
Экранная оплетка -
 OEM и прочие кабельные жгуты
OEM и прочие кабельные жгуты -
 Пленочные переключатели
Пленочные переключатели -
 Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW
Гибкие радиочастотные кабели с физически вспененной полиэтиленовой изоляцией серии SYW -
 Кабель для газовых датчиков
Кабель для газовых датчиков